Hello,
I am facing some issues with calibrating the first layer on my printer, lately.
I have invested countless hours on solving this issue, I have tried lots of things, but still I haven't even achieved any improvement.
I feel quite lost at this time, but I also suspect a firmware bug, so here we go...
This is a custom build delta 3D printer.
I am using a chimaira hotend, so there are 2 extruders and 2 nozzles.
The extruders are mounted above the effector, in a "flying extruder" fashion.
Calibration is achieved with an original BLTouch probe. The repeatability of the probe seems very good, giving very consistent results.
Obviously everything has an offset from the effector's geometric center.
I believe this point is important. I haven't noticed any (significant) effector tilt, but I believe that these offsets may be the reason that the firmware does not behave as I would expect.
The printer frame is made from 20x40 aluminium extrusions, with metal vertexes/corners.
It is a very solid build, and I consider it pretty straight. There is no noticeable skewing in the towers, etc.
On top of the bottom triangle there is a laser-cut sheet of 5mm acrylic, as a base for the build plate. It lays flat on the aluminium extrusions, and it is pretty tightly screwed in place.
On top of the acrylic, 6 stainless steel stand-offs keep the build plate. Their length is pretty accurate, and they are solid.
The build plate is a plasma-cut 6mm aluminium plate. On top of this plate, there is a 4mm piece of glass. Print takes place on the glass plate.
Everything is CNC cut, I don't expect any serious errors here, and are very solid (except for the glass, which is mounted with 4 clips).
Thus, I believe that my build plate is "flat-enough", without any significant warping.
The printer is powered by an original Duet 2 WiFi board.
When I initially build the printer (2-3 years ago), I recall that I had pretty good results.
I nevertheless had to perform a mesh bed compensation, and then I remember being stunned by a perfect first layer!
So, I never spent any more time or thought on this.
Occasionally, the first layer may again become a bit uneven, but re-running the mesh compensation always fixed it.
I guess, it was the glass print surface being moved around (it's held only by the clips, remember?).
Even today (regardless of the first layer issue), dimensionally the prints are very very accurate, in all axes.
There is no axes skewing that can be observed on the printed parts.
Finishing is also exceptional, temperatures (bed and heads) are stable, extruders are well tuned.
And then, after some months of usage, I started experiencing issues with the first layer.
I though it was an issue with mesh compensation, and never paid much attention to it.
It got a bit worse, but since most parts that I was printing at the time were quite small, I could easily get away with some baby-stepping.
A few months ago, I was in need of some large parts, taking advantage of the whole 300mm build plate.
And baby-stepping couldn't do the trick. So I started fighting this issue seriously for the first time.
I have tried everything I can image, but I can't see any improvement.
My typical "routine":
- Everything set to working temps.
- Multiple delta calibrations (6-factors, deviation seems stable).
- Mesh bed calibration.
I tried delta calibration with 7, 10, 13 points, no difference.
I have a pretty dense grid for mesh compensation, I changed the parameters a bit, no difference.
I have triple checked that all offsets (probe and nozzles) are very accurately set.
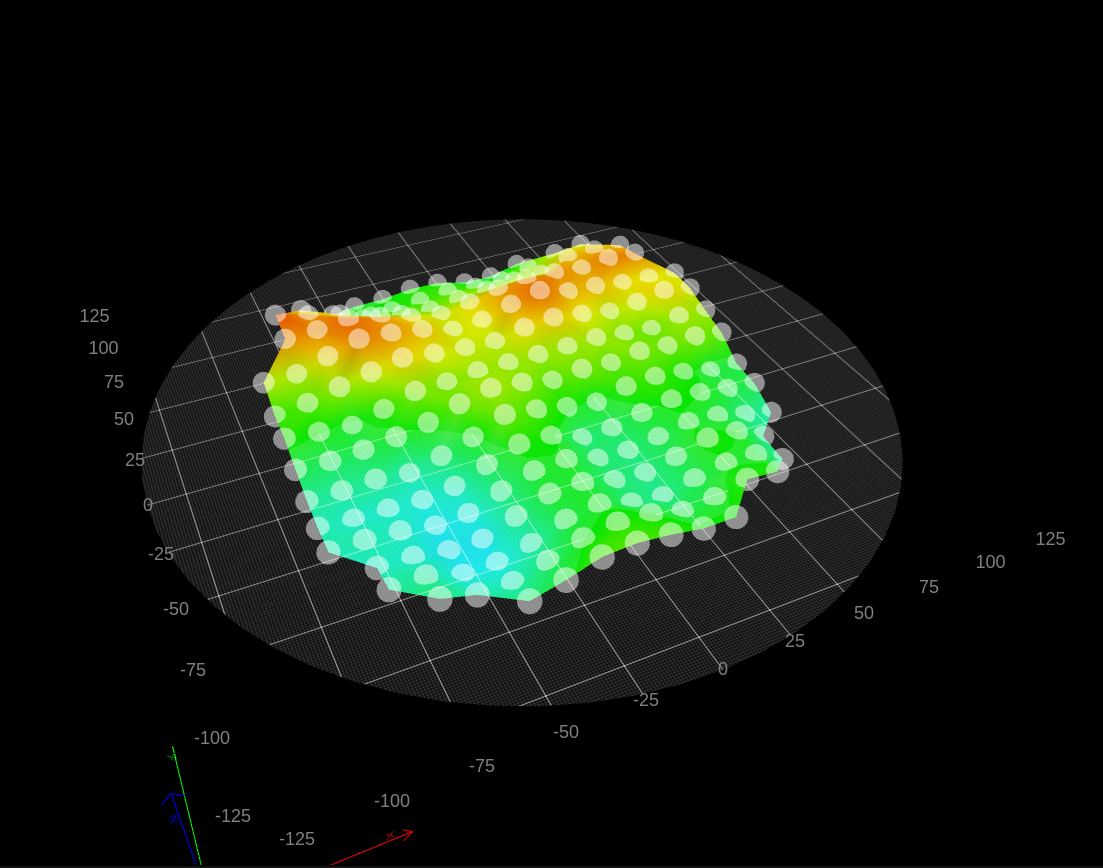
Mesh compensation always returns a very similar image, indicating good repeatability of the process.
I caused a severe artificial "unevenness" of the bed, to ensure that mesh compensation works. Indeed the effector seems to compensate (in the correct direction).
One thing that I noticed, is that the first layer is squished on areas of the bed that they seem "raised" on the heightmap, and vice-versa.
It gives the impression that although it compensates, it does not "compensate enough". This error is very consistent, and it is the first indication for me that a firmware bug may be involved.
I believe (with no means of proving it!), that maybe mesh compensation is not working properly with my chimaira hot end.
I have the tendency to believe that mesh compensation does not really like that my hotends have an offset. Dunno...
Then I remembered that you can calibrate the probe trigger points for every point, to compensate for any effector tilt!
I had never used this functionality before (as initially everything was working nicely).
Well... It was hell. This is simply not working. I spend dozens of hours on this, I did literally hundreds of probes.
I probed the center of the bed, setting my Z datum.
I then went through all other points defined in my bed.g file, probing them and calculating any height error.
The thing is that when you adjust on point, the exactly opposite (in the circle) is thrown completely out of calibration!
Re-adjusting the opposite point, then sends the first point to a completely wrong Z.
I did that hundreds of times, I can conclude that it is impossible to find a set of H parameters that will work.
There is simply no solution to this.
I am pretty sure that this is indeed a firmware bug.
Not only it is impossible to calibrate the probes, but also I cannot see any reason for calibrating H for one point to affect any other point.
So, at this point I can't get my first layer correct, and I am out of ideas.
Does anyone have any idea? Any proposition, something to try?
Have I missed something completely?
Can we troubleshoot the above suspected bugs, or it is simply that I make bad use of the "features"?