Latest posts made by Drizz1le
-
Help with laser not firingposted in Laser Cutters
Hi everyone,
I need help with my laser not firing. Im not sure what the issue is, wether it is hardware or software. My laser is plugged into the "laser" port and I have gotten it to work in the past but then I took a month break and came back and I'm not sure what the issue is.
My laser is 10W.
Below is my config file. Can someone tell me if im missing something and what commands to test it?
I tried turning it on with "G1 X50 S180" but it does not work.Thank you
; Configuration file for RepRapFirmware on Duet 3 Mini 5+ WiFi ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.5.4 on Sun Aug 18 2024 18:47:56 GMT-0400 (Eastern Daylight Time) ; General G90 ; absolute coordinates M83 ; relative extruder moves M550 P"Laser Duet 3" ; set hostname M911 S19.8 R22 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss ; Accessories M575 P1 S0 B57600 ; configure PanelDue support ; Network M552 S1 ; configure WiFi adapter M586 P0 S1 ; configure HTTP ; Smart Drivers M569 P0.0 S0 D3 H50 v50; driver 0.0 goes forwards (X axis) M569 P0.1 S1 D3 H50 v50; driver 0.1 goes forwards (Y axis) ; Motor Idle Current Reduction M906 I30 ; set motor current idle factor M84 S30 ; set motor current idle timeout ; Axes M584 X0.0 Y0.1 ; set axis mapping M350 X16 Y16 I1 ; configure microstepping with interpolation M906 X1400 Y1400 ; Set motor currents to 1.4A for X and Y axes M92 X80 Y80 ; configure steps per mm M208 X0:750 Y0:450 ; set minimum and maximum axis limits M566 X900 Y900 ; set maximum instantaneous speed changes (mm/min) M203 X6000 Y6000 ; set maximum speeds (mm/min) M201 X500 Y500 ; set accelerations (mm/s^2) ; Kinematics M669 K1 ; configure CoreXY kinematics ; Endstops M574 X1 S3 ; configure X axis endstop (sensorless) M574 Y1 S3 ; configure Y axis endstop ; Lasers M452 C"laser" R255 F200 ;M571 P"laser" F200 S255 ; Miscellaneous M915 X Y S3 R1 F1 H200 ; Adjust H value as needed -
Unable to tune sensorless homing on laser cutterposted in Tuning and tweaking
Hello everyone,
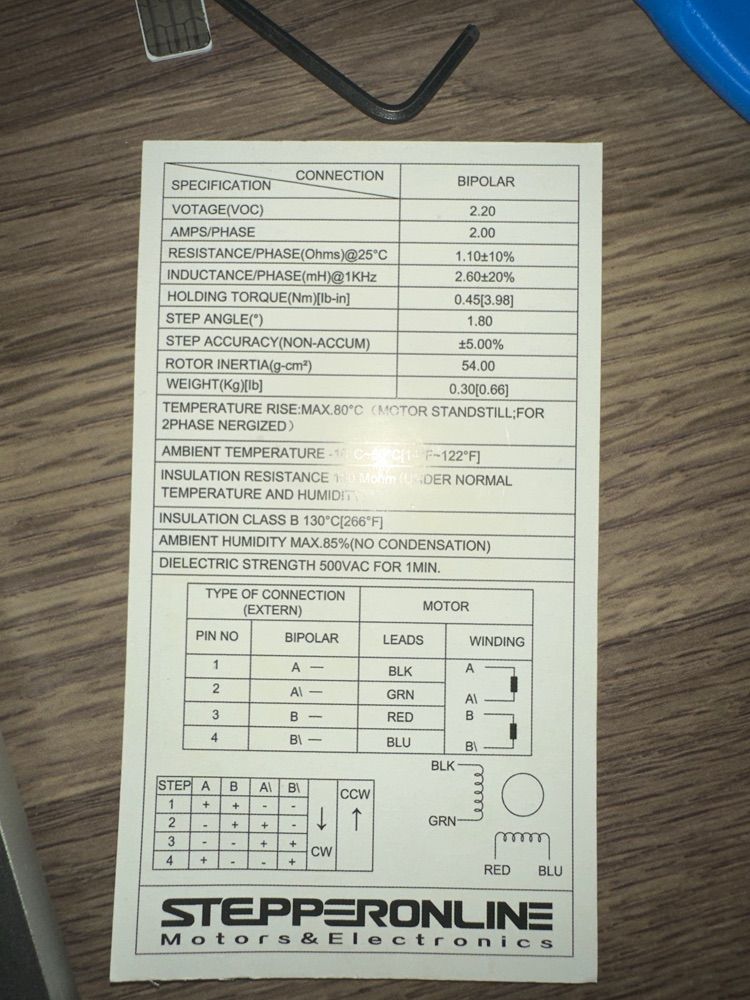
Ive been trying to solve this issue for a few days now (after taking a month break lol) and now I'm really lost. I am unable to tune sensorless homing for my laser cutter. Below are the gcode files, and motor specifications.
The X length is 750-800 units
Stepper motor part number: 17HS16-2004S1If anyone could send me corrected files or any help that would be great!
LMK if you need any other info.
Please note that the values in the current gcode files are probably not correct lol
homex.g
M400 ; Wait for current moves to finish M913 X70 Y70 ; drop motor current to 70% M400 G91 ; relative positioning G1 H1 X-320.5 F1200 ; move quickly to X axis endstop and stop there (sensorless homing) G90 ; absolute positioning M400 M913 X100 Y100 ; return current to 100% M400config.g
; Configuration file for RepRapFirmware on Duet 3 Mini 5+ WiFi ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.5.4 on Sun Aug 18 2024 18:47:56 GMT-0400 (Eastern Daylight Time) ; General G90 ; absolute coordinates M83 ; relative extruder moves M550 P"Laser Duet 3" ; set hostname M911 S19.8 R22 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss ; Accessories M575 P1 S0 B57600 ; configure PanelDue support ; Network M552 S1 ; configure WiFi adapter M586 P0 S1 ; configure HTTP ; Smart Drivers M569 P0.0 S0 D2 ; driver 0.0 goes forwards (X axis) M569 P0.1 S1 D2 ; driver 0.1 goes forwards (Y axis) ; Motor Idle Current Reduction M906 I30 ; set motor current idle factor M84 S30 ; set motor current idle timeout ; Axes M584 X0.0 Y0.1 ; set axis mapping M350 X16 Y16 I1 ; configure microstepping with interpolation M906 X1400 Y1400 ; Set motor currents to 1.4A for X and Y axes M92 X80 Y80 ; configure steps per mm M208 X0:750 Y0:200 ; set minimum and maximum axis limits M566 X900 Y900 ; set maximum instantaneous speed changes (mm/min) M203 X6000 Y6000 ; set maximum speeds (mm/min) M201 X500 Y500 ; set accelerations (mm/s^2) ; Kinematics M669 K1 ; configure CoreXY kinematics ; Endstops M574 X1 S3 ; configure X axis endstop (sensorless) M574 Y1 S3 ; configure Y axis endstop ; Lasers M452 C"laser" F500 R255 S0 ; configure Laser port ; Miscellaneous M915 X Y S3 R1 F1 H200 ; Adjust H value as needed