@sotpurk Woah this is an epic build! Sorry for the late reply, but is there any update on your build?
Posts made by DrDFlo
-
RE: Dr D-Flo's big buildposted in My Duet controlled machine
-
RE: Dr D-Flo's big buildposted in My Duet controlled machine
@o_lampe said in Dr D-Flo's big build:
The cross section of the C-beam isn't very stiff. I'm surprised you use V-rollers for such weight? The rollers can pry open the V-shaped extrusion. Especially, when the unused V-slots aren't closed. (I hope, I made myself clear)
Do you have an example of the plastic v-wheels changing the geometry of c-beam or similar 20x20 extrusion? I have not seen this before, but I would be curious to see how heavy the payload was.
I could move to a more rigid C-beam: https://makerstore.cc/product/us-lr-chv-s/
However, I have been quite happy with the V-wheel system. Not only is it cheaper, but it also allows me to introduce some play on the print head by loosening the eccentric spacer so that if the pellet head runs into a Z-seam or another protruding artifact that it will move up slightly and keep printing.
@o_lampe said in Dr D-Flo's big build:
How much airflow does the vibrator on the extruder generate? Another source of turbulence and temp-drop, messing up ABS prints?
Extending the exhaust of the turbine is an easy fix, I guess.I have the exhaust plumbed so that it exhaust away from the print. It generates 1 CFM but is only on for 3 seconds.
-
RE: Dr D-Flo's big buildposted in My Duet controlled machine
@T3P3Tony said in Dr D-Flo's big build:
Ivan's print head is significantly lighter than yours but belts appear to be working for him on a similar size printer:
@Phaedrux said in Dr D-Flo's big build:
Modix does.
Perhaps, I wrote a standard FFF belt configuration off to quickly, but with pellets, my print head weighs > 30 lbs (13.6 kg), which is likely 10x heavier than Modix or Ivan's. For a belt to work, I will have to use a thicker belt and tensioning will be a concern because those c-beams are likely to buckle.
@JoergS5 said in Dr D-Flo's big build:
There is a solution which may interest you, called ServoBelt:
https://www.cnczone.com/forums/linear-and-rotary-motion/59570-forum.htmlA pinon belt system, such as the one you linked is definitely interesting. I need to think about it more, but it may be possible to implement with with only a small modification to my carriages, if I can run the belt on the back of each actuator. I see that Bell-Everman NEMA 23 actuator supports 50 lbs. Cool!
-
RE: Dr D-Flo's big buildposted in My Duet controlled machine
All great points! Couple responses:
@o_lampe said in Dr D-Flo's big build:
leadscrews on XY gantries are not my liking. They're OK for Z-axis, since gravity takes care of backlash there and Z is slow anyways.
You can't use belts at this size, so that leaves rack and pinion or ball screws. Both of which I would gladly upgrade to, but $$
@o_lampe said in Dr D-Flo's big build:
Since the extruder is a bit underdimensioned for the 5mm nozzle (20mm/s, really?) it is OK to use slow leadscrews too. But two bads doesn't equal good
Not sure what is meant by this. For non-vase mode prints, like the generative design desk or even the roof panels, higher travel speeds between print moves would greatly speed up the print times and there would be less oozing to clean up. So faster print speeds with less lead screw whip is definitely my most pressing issue.
@o_lampe said in Dr D-Flo's big build:
Steel panels for the enclosure will not help to keep the chamber at steady temps. These forced air enclosure heaters will make a lot of draft, which isn't good for ABS.
Printing ABS was more exploratory, and I admit there are quite a few improvements that could be made. Most large format 3D printers do not use any sort of chamber heat. I visited Oak Ridge National labs the other day and they print ABS nonstop on their BAAM, but their secret is that they use chopped carbon fiber composite and also formulate their own ABS with additional additives to prevent it from warping. I am sure they also have their print speeds carefully tuned.
@o_lampe said in Dr D-Flo's big build:
You're mixing steel panels and aluminum extrusions like there is no thermal expansion issue.
This is not an issue. Panels have through holes that are larger than the bolts. Also, there is a rubber washer between them. Perhaps more of a concern is the steel lead screw in each of the actuators. I am looking at a high-helix aluminum lead screw from Igus, which would solve this but this a costly component and the thread is proprietary.
@o_lampe said in Dr D-Flo's big build:
The crossbeam of the X-axis is fixed on both ends. You had to do that, because of the donut-bearings you're using. (forgot the english term for these, sorry)
These are angular contact bearings, which take on the axial load when tightening the lead screw.
@o_lampe said in Dr D-Flo's big build:
I could rant on and on, sorry if I sound harsh. My english skills are lacking.
Just my 2 cent anyways I have immensely enjoyed building this project and interacting with the community. The printer works well with PLA and PETG (not yet shown on video), but now I am in the phase of determining what upgrades are worth the performance increase while not having to rebuild the entire machine.
I have immensely enjoyed building this project and interacting with the community. The printer works well with PLA and PETG (not yet shown on video), but now I am in the phase of determining what upgrades are worth the performance increase while not having to rebuild the entire machine. -
RE: Dr D-Flo's big buildposted in My Duet controlled machine
@o_lampe said in Dr D-Flo's big build:
If you refer to the closed loop steppers; IMHO they are just band aids to cover up some design issues. Maybe related to the donations from sponsors? Sometimes you have to use, what you got, right?
I was referring to pellet feeding issues, but I am open to discuss any of the printer's design elements. Of course, the overarching design constraint was capital. So let's assume that you had the same budget as I had, which was about $7,000 for the frame, 7 linear actuators, and custom brackets to attach everything together. BOM here. Would you source completely different components or tweak the ones I had?
A bridge-style mill or Kuka robotic arm would both be better platforms for pellet extrusion, but the cost and power requirements are prohibitory for my garage operation.
I am upgrading to a 12 mm high-helix lead screw for faster travels at lower RPMs, but I am limited here by the c-beam aluminum extrusion profile
@o_lampe said in Dr D-Flo's big build:
BTW: we recently discussed galvos here, maybe you find some inspiration for yours?
Excellent, very timely!
-
RE: Dr D-Flo's big buildposted in My Duet controlled machine
The craziness of life and some now fixed printer problems have delayed this project... But, I am hoping to set sail during this upcoming 4th of July weekend!
Also, in my home state of Tennessee any watercraft under power (even one with an electric trolling motor) needs to be registered with the coast guard or else I am going to be stuck sailing on private ponds outside of strip malls lol! So, I will have to address those state regulations during the design/printing of the boat.
As a side note, I was rewiring an old Flashforge at work, and man, my latest upgrade to CAN expansion boards on the large format 3D printer has completely spoiled me... I am excited to see what other expansion boards will be released. I still have my fingers crossed for a digital or analog galvanometer expansion board as I am still tinkering with my SLS printer build, but this would also be useful for any laser marking application.
-
RE: Maximum jerk and acceleration values?posted in Using Duet Controllers
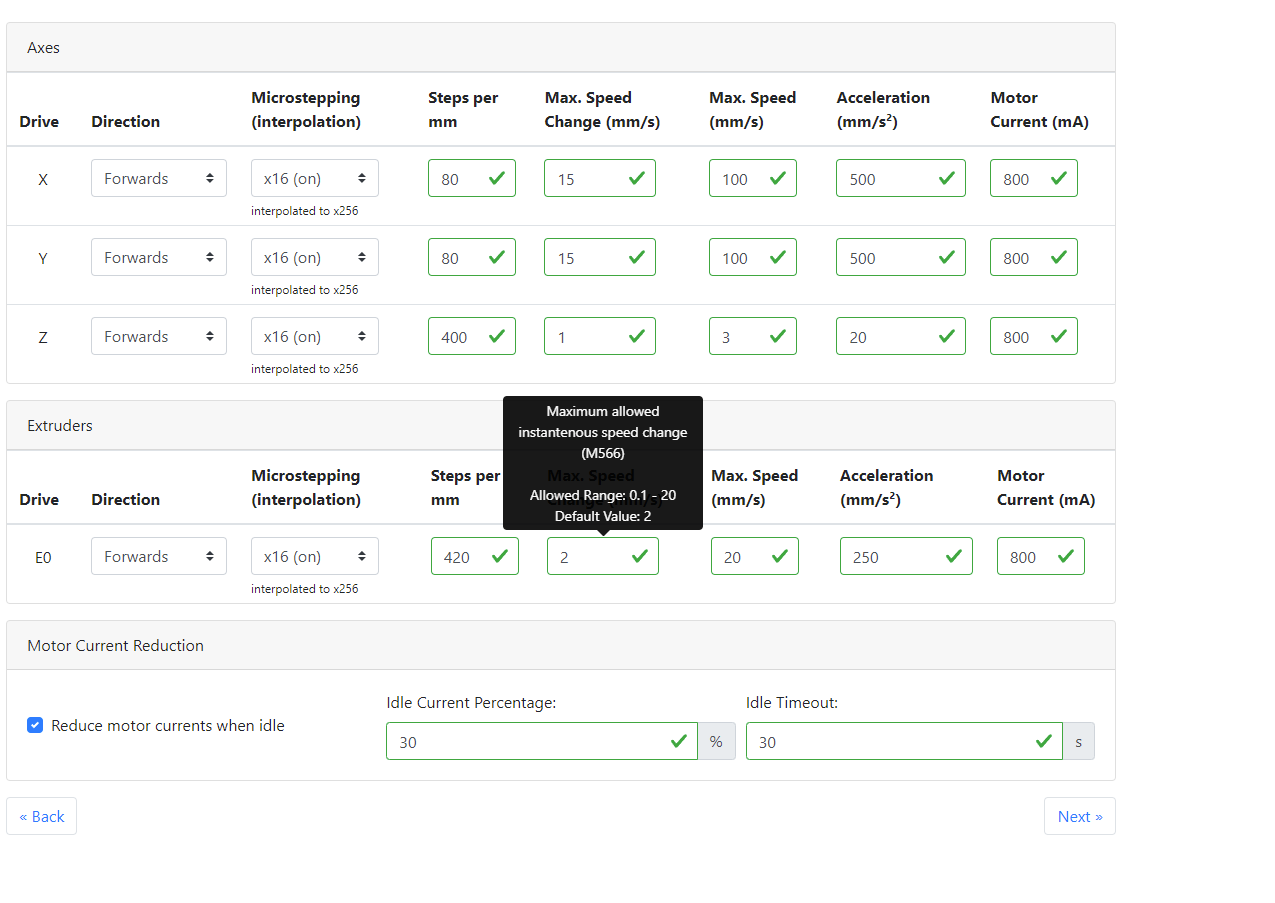
@Phaedrux - See the below picture. If you hover over maximum allowed speed change a tip box appears with an allowed range: 0.1 - 20mm/s
@oliof This question is actually in regard to an earlier forum post, where I am controlling mirror galvanometers with the step pulses output by the expansion header of a duet wifi. I had to simplify the original post by getting right to my question here. The maximum speed of a galvanometer is given in volts per second, which of course corresponds to the angle of the mirror. I am unable to find a maximum acceleration value for galvanometers. For the purpose of this question I converted the rate at which the angle is changing to surface speed of the laser rastering. That 150V/s corresponds to 1650mm/s. In my reply I accidentally confused myself by saying acceleration when I meant velocity. If I set my acceleration to 1650 mm/s then the system won't be able to go over that 150V/s limit - at least that is my thought.
-
RE: Maximum jerk and acceleration values?posted in Using Duet Controllers
@oliof Thank you for your response. The max acceleration of my system is 1650mm/s. Any reason as to why I could not set the Jerk to its lowest value and then set my acceleration to this value?
-
Maximum jerk and acceleration values?posted in Using Duet Controllers
Is the maximum jerk and acceleration values only limited by the step rate of the Duet board being used?
I can't find a maximum value in the documentation, but there is a maximum jerk value of 1200 mm/min listed in the configurator. However, the configurator is usually a couple version of RRF behind.
-
RE: Configuring Jerk and Acceleration for Laser Rastering (SLS)posted in Using Duet Controllers
@o_lampe Thank you for your response!
Your problem with ringing (and other design constraints) is why I went with mirror galvanometers. They can change direction almost instantaneously, so constant laser power should not be as much of a concern if I can use high jerk values.
-
RE: Configuring Jerk and Acceleration for Laser Rastering (SLS)posted in Using Duet Controllers
To simplify my question, what is the maximum jerk value (M566) allowed?
-
Configuring Jerk and Acceleration for Laser Rastering (SLS)posted in Using Duet Controllers
Bear with me on this question, this project is a doozy.
I retrofitted a Sintratec SLS printer with a CO2 laser. This conversion required new analog mirror galvanometers (to reflect the correct wavelength), which unfortunately were not compatible with the stock microcontroller. This was purely a software issue. The original board would command a field jump (i.e., tell the galvo to instantaneously move to an extreme position) at the end of a scan move. Not good. These full-field jumps were fine with stock galvanometers because they were much smaller, but to get the correct spot size with the CO2 laser I had to use larger mirrors that cannot be moved as quickly and do not tolerate infinite velocities. It was not possible to work with the OEM to remove these field jumps.
Before discovering this problem, I had always wanted to use a configurable board, such as the Duet Wifi to have control over every aspect of the sintering process for research.
Obviously, the Duet WiFi does not support analog galvanometers, so I created a small circuit that uses an Arduino Due, DAC and Op-amps to sum or substract step pulses into an analog voltage depending on the direction pin. With just a little optimization, the circuit can convert 90k steps/sec to analog voltage for both the X and Y galvos (180k total). This is less than the max step/rate of the Duet, but should fit my needs.
To make it easier to ask my questions, I have converted all of my units into the surface speed of the laser. I am targeting a scan speed rate of 1,000 mm/s. The step/mm conversion is 32. Therefore, 32,000 step pulses would need to be sent per second to reach my scan rates which is possible with my system. The acceleration to these scan rates is a critical parameter because the laser power remains constant, so long accelerations results in some material receiving more energy than others, which I am trying to minimize.
The max velocity of my QS20XY galvanometers is 150V/s which works out to be 3300 mm/s. I have not be able to find a specification that gives a maximum acceleration value for the galvos, so for better or worse I want to have the highest acceleration as possible.
My question is how to achieve this. Should I set the jerk value to 120,000 mm/min (2,000 mm/s) to allow the mirrors to instantly change speed from -1,000 mm/s to 1,000 mm/s when changing directions? I am not sure if the M566 could handle this high of a value. The documentation only specifies a minimal value, but the RRF configurator says the max value is 1200 mm/min. The other option is max out M201. What is the maximum acceleration value allowed?
Thank you for taking the time to read my long post and provide any input if you are able!
-
RE: G30 - Retracting after Z probe triggersposted in Tuning and tweaking
[Solved]
Thank you for your response! All sorted out.
-
RE: G30 - Retracting after Z probe triggersposted in Tuning and tweaking
Thanks for the reply Phaedrux, but I don't understand why I should adjust the dive height. Correct me if I am wrong, but isn't the dive height how far the Z-axis should travel before erroring out? If the Z-axis is at its maxima (80mm) and the dive height was 20mm it wouldn't reach the FSR.
Just to reiterate the problem: the z axis returns to the maxima after touching the probe, which wastes time because the print head then has to return back to the bed height before starting the print.
-
G30 - Retracting after Z probe triggersposted in Tuning and tweaking
I hope everyone is doing well. I am building a small form factor 3D printer for teaching purposes. I am using a John FSR for my Z probe, which is wired to the Z probe connection on the Duet 2 wifi. When I call G30 the print head lowers until it triggers the Z probe. However, after triggering the Z probe the Z axis immediately retracts away from the bed until it reaches its maxima.
Looking at the documentation, this appears to be abnormal behavior. I would expect (and prefer) the Z axis to remain at the probing height after homing.
The bed is very small, so I am only probing the center once. Also, the FSR sits ontop of a 10mm thick aluminum disk, which I move onto the before homing the z axis.
Firmware 2.02
Relevant Code:
Config.g
; General preferences
M208 X-8 Y-7 Z0 S1 ; Set axis minima
M208 X127 Y166 Z80 S0 ; Set axis maxima; Endstops
M574 Z0 S0 ; Define active low and unused microswitches
M574 X1 Y1 S1 ; Define active high microswitches
M558 P5 X0 Y0 Z1 H80 F120 T12000 ;
G31 X0 Y0 Z10.26 ;