@oliof M115 returns:
FIRMWARE_NAME: RepRapFirmware for Duet 2 WiFi/Ethernet FIRMWARE_VERSION: 3.4.5 ELECTRONICS: Duet WiFi 1.0 or 1.01 + DueX5 FIRMWARE_DATE: 2022-11-30 19:36:12
Posts made by dank0
-
RE: Unknown Board (probably some clone)posted in Duet Hardware and wiring
-
RE: Unknown Board (probably some clone)posted in Duet Hardware and wiring
here is the file from the chinese website: DuetWIFI MB V1.1 Based On Duet3d 1.0.4
@Exerqtor thanks for the links
-
RE: Unknown Board (probably some clone)posted in Duet Hardware and wiring
@oliof I am living in Shenzhen (I am not chinese), China and i saw this board in the used electronic store - it cost $10 CAD. So i was wondering if is somehow usable - I have two Vorons 2.4 and one Creality CR6-SE printer. I am planing to build one more printer so i was thinking to use this board with reprap to just see what it can do
")
-
Unknown Board (probably some clone)posted in Duet Hardware and wiring
Hello guys,
i bought very cheap Duet board but i cannot find any documentation for this. Is someone familiar with this board? do you guys have manual for it? thank you.
-
RE: Endstops Stop workingposted in Using Duet Controllers
@t3p3tony no, the endstops become not activated. they work after reboot but when the motors make motion they become not active, i don't know why. but Klipper have no issue - in klipper i have to just add pin numbers and works but RR doesnt react properly on xstop, ystop etc. also i tried to change to other sockets without luck.
-
RE: Endstops Stop workingposted in Using Duet Controllers
Thanks @T3P3Tony and @fcwilt
i switched all those motors correctly by it really didn't help me with ENDSTOPs
. So i went back to Klipper and they all work fine, weird. I cannot firuge out RR. -
RE: Endstops Stop workingposted in Using Duet Controllers
I have another question maybe that is the issue -
from top view my origin 0.0 position is in rear, right corner. In klipper i have same origin. In klipper my movement to left are positive so for example if i go from 0 to 200, it is + direction. Here is the minus direction so it will be -200. is that correct or i have switched motor directions?
|-----------| 0.0
|.............|
|.............|
|.............|
|________|When i was installing Klipper i have to switch Z motors position so they are like this
Z3 |-----------| Z
|.............|
|.............|
|.............|
Z2 |________| Z1In the REPRAP the motors are defined with M584
M584 X0 Y1 Z2:5:6:4 E3does the Z order matters?
-
RE: Endstops Stop workingposted in Using Duet Controllers
@t3p3tony so i tried to downgrade, it was still with the same issue. I also have one SD card with configured klipper, so i tried to flash klipper and klipper works fine. But i want to use reprap fw.
; homez.g ; called to home the Z axis G90 ; absolute mode G1 H2 Z40 F3000 ; lift Z relative to current position G1 X310 Y345 F7000 ; go to enprobe point G1 H1 Z-340 F1000 ; move Z down stopping at the endstop G1 H2 Z5 F1000 ; move Z back 5mm G1 H1 Z-10 F1000 ; move Z slowly towards the switch until it triggers G1 H2 Z50 F3000 ; move Z up 50mm G1 X175 Y175 F7000 ; go to the center of bed G90 ; back to absolute mode -
RE: Endstops Stop workingposted in Using Duet Controllers
@t3p3tony 3.4.0beta4, ok so i think found the issue - when the homing goes direction Z it disable all endstops. Did you guys see this issue before?
-
Endstops Stop workingposted in Using Duet Controllers
I updated fw to 3.4.0beta5 and my endstops stop working. when i want to home any direction it doesn't stop the motion in that specific direction. I tried the gcode M119 and i get this:
M119 Endstops - X: not stopped, Y: not stopped, Z: no endstop, Z probe: not stoppedwhen i hold the switch in any direction and shoot the same gcode, it sends me same response. I dont know where is the problem? should i reset the board and flash the older fw?
=== Diagnostics === RepRapFirmware for Duet 2 WiFi/Ethernet version 3.4.0beta5 (2021-10-12 13:54:53) running on Duet WiFi 1.0 or 1.01 + DueX5 Board ID: 0JD0M-9P61A-J8PSJ-6JTD0-3SD6Q-9ARGT Used output buffers: 3 of 24 (12 max) === RTOS === Static ram: 23868 Dynamic ram: 75664 of which 12 recycled Never used RAM 12536, free system stack 184 words Tasks: NETWORK(ready,13.2%,245) HEAT(notifyWait,0.0%,327) Move(notifyWait,0.0%,363) DUEX(notifyWait,0.0%,24) MAIN(running,86.3%,440) IDLE(ready,0.6%,30), total 100.0% Owned mutexes: WiFi(NETWORK) === Platform === Last reset 00:02:12 ago, cause: software Last software reset at 2021-10-28 00:10, reason: User, GCodes spinning, available RAM 12488, slot 2 Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0041f000 BFAR 0xe000ed38 SP 0x00000000 Task MAIN Freestk 0 n/a Error status: 0x00 Step timer max interval 0 MCU temperature: min 33.8, current 34.3, max 34.8 Supply voltage: min 12.0, current 12.1, max 12.2, under voltage events: 0, over voltage events: 0, power good: yes Heap OK, handles allocated/used 0/0, heap memory allocated/used/recyclable 0/0/0, gc cycles 0 Driver 0: pos 0,standstill, SG min/max n/a Driver 1: pos 0,standstill, SG min/max n/a Driver 2: pos 0,standstill, SG min/max n/a Driver 3: pos 0,standstill, SG min/max n/a Driver 4: pos 0,standstill, SG min/max n/a Driver 5: pos 0,standstill, SG min/max n/a Driver 6: pos 0,standstill, SG min/max n/a Driver 7: pos 0,standstill, SG min/max n/a Driver 8: pos 0,standstill, SG min/max n/a Driver 9: pos 0,standstill, SG min/max n/a Driver 10: pos 0 Driver 11: pos 0 Date/time: 2021-10-28 00:12:24 Cache data hit count 4294967295 Slowest loop: 4.34ms; fastest: 0.17ms I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0, resets 0 === Storage === Free file entries: 10 SD card 0 detected, interface speed: 20.0MBytes/sec SD card longest read time 3.2ms, write time 0.0ms, max retries 0 === Move === DMs created 83, segments created 0, maxWait 0ms, bed compensation in use: none, comp offset 0.000 === MainDDARing === Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1 === AuxDDARing === Scheduled moves 0, completed 0, hiccups 0, stepErrors 0, LaErrors 0, Underruns [0, 0, 0], CDDA state -1 === Heat === Bed heaters = 0 -1 -1 -1, chamberHeaters = -1 -1 -1 -1 === GCodes === Segments left: 0 Movement lock held by null HTTP is idle in state(s) 0 Telnet is idle in state(s) 0 File is idle in state(s) 0 USB is idle in state(s) 0 Aux is idle in state(s) 0 Trigger is idle in state(s) 0 Queue is idle in state(s) 0 LCD is idle in state(s) 0 Daemon is idle in state(s) 0 Autopause is idle in state(s) 0 Code queue is empty === DueX === Read count 1, 0.45 reads/min === Network === Slowest loop: 81.61ms; fastest: 0.00ms Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0), 0 sessions HTTP sessions: 1 of 8 - WiFi - Network state is active WiFi module is connected to access point Failed messages: pending 0, notready 0, noresp 0 WiFi firmware version 1.23 WiFi MAC address 48:3f:da:87:83:23 WiFi Vcc 3.35, reset reason Power up WiFi flash size 4194304, free heap 20096 WiFi IP address 192.168.2.148 WiFi signal strength -73dBm, mode none, reconnections 0, sleep mode modem Clock register ffffffff Socket states: 0 0 0 0 0 0 0 0my config:
; General preferences G90 ; send absolute coordinates... G21 ; Work in millimetres M83 ; ...but relative extruder moves M550 P"Voron" ; set printer name M669 K1 ; select CoreXY mode M404 N1.75 D0.4 ; Set nominal filament diameter to 1.75 and nozzle width to 0.4 ; Network M551 P"kodan1" ; set password M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S1 ; enable FTP M586 P2 S1 ; enable Telnet ; Drives M569 P0 S1 D2 I1 ; physical drive 0 goes forwards M569 P1 S0 D2 I1 ; physical drive 1 goes forwards M569 P2 S0 D2 I1 ; physical drive 2 goes forwards M569 P3 S0 D2 I1 ; physical drive 3 goes forwards M569 P4 S1 D2 I1 ; physical drive 4 goes forwards M569 P5 S1 D2 I1 ; physical drive 5 goes forwards M569 P6 S0 D2 I1 ; physical drive 6 goes forwards M584 X0 Y1 Z2:5:6:4 E3 ; set drive mapping M350 Z16 I0 ; configure microstepping without interpolation M350 X16 Y16 E16 I1 ; configure microstepping with interpolation M671 X-75:-75:413.5:413.5 Y-47:375:375:-47 S20 ; define positions of Z leadscrews or bed levelling screws M92 X80.00 Y80.00 Z400.00 E411.7 ; set steps per mm M566 X900.00 Y900.00 Z1000.00 E3000.00 ; set maximum instantaneous speed changes (mm/min) M203 X30000.00 Y30000.00 Z3000.00 E4200.00 ; set maximum speeds (mm/min) M201 X3000.00 Y3000.00 Z1000.00 E5000.00 ; set accelerations (mm/s^2) M906 X900 Y900 Z900 E600 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 S1 X35 Y25 Z0 ; set axis lower limits M208 S0 X295 Y265 Z330 ; set axis upper limits ; Endstops M574 X2 S1 P"xstop" ; configure active-high endstop for high end on X via pin xstop M574 Y2 S1 P"ystop" ; configure active-high endstop for high end on Y via pin ystop M574 Z1 S2 P"zstop" ; configure Z-probe endstop for low end on Z ; Z-Probe M558 P5 C"^!zprobe.in" H5 F500 T6000 A5 ; set Z probe type to switch and the dive height + speeds G31 P500 X0 Y13 Z4.012 ; set Z probe trigger value, offset and trigger height M557 X60:320 Y85:320 P7 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 R0.408 C323.9 D2.25 S1.00 V12.1 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 R2.567 C179.5 D12.64 S1.00 V11.9 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 to 280C ; Fans M950 F1 C"fan1" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P1 C"FILAMENT COOLING" S0 H-1 X0.35 B0.1 ; set fan 0 value. Thermostatic control is turned off M950 F2 C"fan2" Q500 ; create fan 2 on pin fan1 and set its frequency M106 P2 C"HOTEND FAN" S1 ; set fan 2 value. Thermostatic control is turned on ; Tools M563 P0 S"E3DV6" D0 H1 F1 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined M572 D0 S0.06 ; pressure advanceUPDATE: when i reboot the printer and after reboot I hold X or Y endstop, M119 Shows they are triggered, But when i do any move the X or Y, the endstops stop working
-
RE: I cannot make this work :-(posted in Using Duet Controllers
@t3p3tony oh, so if i want the speed 100mm/s it must be 6000 in cura to translate for reprap correctly?
-
RE: I cannot make this work :-(posted in Using Duet Controllers
Hey guys, thanks for the help - I am finally printing
")
I have one more thing that bothers me. CURA
it prints the first 4 bottom and top 4 layers (solid ones) in proper speed, but areas where is just walls and infill are terrible slow. all my speeds in the Cura are set way higher, but the print is slow. Maybe someone had same issue before and know the solution. I also tried Simplify3D with same results.My G-code flavor is Reprap
My Cura start code isM140 S50 M190 S50 M116 G28 M400 T0 ; Select the tool G29 S1 ; Load Mesh coordinates M82 ; Absolute extrusion mode M140 S{material_bed_temperature_layer_0} ;Start heating bed M190 S{material_bed_temperature_layer_0} ;Wait for bed to reach temp before proceeding M104 S{material_print_temperature_layer_0} ;Start heating extruder M109 S{material_print_temperature_layer_0} ;Wait for extruder to reach temp before proceeding M98 P/sys/start_print.gthanks for your time
-
RE: I cannot make this work :-(posted in Using Duet Controllers
@fcwilt Thanks for the bed.g example - it works nicely
-
RE: I cannot make this work :-(posted in Using Duet Controllers
gixxerfast what do you mean by this? "but when do you do the run G32 QGL" . you are asking when i am calibrating the bed?
also to be honest i believe that my configs are not correct/sloppy, that is why i am asking you guys who knows duet boards well. I am learning.
I got tired of the coarse surface and i turned the PEI surface to the other side, and it prints ok( still not great quality), i need to figure out the pressure advance settings. But i will be definitely buying new bed.
Also one thing is still question for me. I tried Cura and Simplify3D for slicing with Reprap gcode flavour and it prints slow, how do you guys setting the speed of your prints?
-
RE: I cannot make this work :-(posted in Using Duet Controllers
@t3p3tony I heat it up to 195C, measure 11cm, extruded 10cm with G1 E100 F60 and measure the rest and calculate. It extrudes perfect amount and keep 1CM. I think the e-steps are ok. I will try disable the bed compensation and let you know. thanks
-
RE: I cannot make this work :-(posted in Using Duet Controllers
@dougal1957 I will add more points and test it, thank you
-
RE: I cannot make this work :-(posted in Using Duet Controllers
@joergs5 nope i didn't heat it up the bed before measurement . I will do it. Thanks
-
RE: I cannot make this work :-(posted in Using Duet Controllers
@joergs5 the 4 points is the position of the screws and it only works when i do true bed leveling. the M557 is the area and number of points for mesh compensation in my understanding. And when i do the bed leveling it does exactly what is in those configs. go over the 4 points and after do the mesh compensation with 25 points. I don't know if this is correct, but it did all those steps exactly how they are defined in the config and the height mesh didn't look incorrect to me so i was thinking that this is the way to do it
-
I cannot make this work :-(posted in Using Duet Controllers
Hi All,
I got used Voron 2.4 with Duet 2 wifi board. I also have Creality CR6-SE with Klipper. I enjoyed the CR6 for some time, but i want something bigger and faster and also possible to upgrade. The Voron machine i got was a mess (it was cheap) when i got it. So i rewire it, cleaned it and get some new parts for it.I never use Duet boards and REPRAP but i was able wipe the firmware and upgrade it to the lastest version of REPRAP 3.4.0beta4. I calibrate the PIDs, calibrate the bed, calibrate the Z offset and e-steps. But when i start printing it seams like the extruder is extruding slow, the plastic have weird gaps in the skirt and it doesnt really stick well to PEI bed. I changed couple times the Z offset, because i thought that is too low or too high, but nothing works. On CR6 I always printed on the glass bed and it was fine. This coarse surface little bit confuses me.
Could you please check my config files if i am doing something stupid?
config.g
; Configuration file for Duet WiFi (firmware version 3.3) ; executed by the firmware on start-up ; General preferences G90 ; send absolute coordinates... G21 ; Work in millimetres M83 ; ...but relative extruder moves M550 P"Voron" ; set printer name M669 K1 ; select CoreXY mode M404 N1.75 D0.6 ; Set nominal filament diameter to 1.75 and nozzle width to 0.4 ; Network M551 P"kodan1" ; set password M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S1 ; enable FTP M586 P2 S1 ; enable Telnet ; Drives M569 P0 S1 D3 ; physical drive 0 goes forwards M569 P1 S0 D3 ; physical drive 1 goes forwards M569 P2 S0 D3 ; physical drive 2 goes forwards M569 P3 S0 D3 ; physical drive 3 goes forwards M569 P4 S1 D3 ; physical drive 4 goes forwards M569 P5 S1 D3 ; physical drive 5 goes forwards M569 P6 S0 D3 ; physical drive 6 goes forwards M584 X0 Y1 Z2:5:6:4 E3 ; set drive mapping M350 Z16 I0 ; configure microstepping without interpolation M350 X16 Y16 E16 I1 ; configure microstepping with interpolation M671 X-75:-75:413.5:413.5 Y-47:375:375:-47 S20 ; define positions of Z leadscrews or bed levelling screws M92 X80.00 Y80.00 Z400.00 E411.7 ; set steps per mm M566 X900.00 Y900.00 Z1000.00 E3000.00 ; set maximum instantaneous speed changes (mm/min) M203 X30000.00 Y30000.00 Z3000.00 E4200.00 ; set maximum speeds (mm/min) M201 X3000.00 Y3000.00 Z1000.00 E5000.00 ; set accelerations (mm/s^2) M906 X900 Y900 Z900 E600 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X350 Y350 Z400 S0 ; set axis maxima ; Endstops M574 X2 S1 P"xstop" ; configure active-high endstop for high end on X via pin xstop M574 Y2 S1 P"ystop" ; configure active-high endstop for high end on Y via pin ystop M574 Z1 S1 P"zstop" ; configure Z-probe endstop for low end on Z ; Z-Probe M558 P5 C"^!zprobe.in" H5 F500 T6000 A5 ; set Z probe type to switch and the dive height + speeds G31 P500 X0 Y13 Z3.775 ; set Z probe trigger value, offset and trigger height M557 X25:300 Y25:300 P5 S280 ; define mesh grid ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 R0.408 C323.9 D2.25 S1.00 V12.1 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H1 B0 R2.567 C179.5 D12.64 S1.00 V11.9 ; disable bang-bang mode for heater and set PWM limit M143 H1 S280 ; set temperature limit for heater 1 to 280C ; Fans M950 F1 C"fan1" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P1 C"FILAMENT COOLING" S0 H-1 X0.35 B0.1 ; set fan 0 value. Thermostatic control is turned off M950 F2 C"fan2" Q500 ; create fan 2 on pin fan1 and set its frequency M106 P2 C"HOTEND FAN" S1 ; set fan 2 value. Thermostatic control is turned on ; Tools M563 P0 S"E3DV6" D0 H1 F1 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not definedbed.g
M561 ; clear any bed transform G1 H2 Z50 F4000 G1 X25 Y25 F4000 G30 P0 X40 Y40 Z-99999 ; probe near a leadscrew7 G30 P1 X40 Y300 Z-99999 ; probe near a leadscrew and calibrate 4 motors8 G30 P2 X300 Y300 Z-99999 ; probe near a leadscrew5 G30 P3 X300 Y40 Z-99999 s4 ; probe near a leadscrew6 G30 P0 X40 Y40 Z-99999 ; probe near a leadscrew7 G30 P1 X40 Y300 Z-99999 ; probe near a leadscrew and calibrate 4 motors8 G30 P2 X300 Y300 Z-99999 ; probe near a leadscrew5 G30 P3 X300 Y40 Z-99999 s4 ; probe near a leadscrew6 G30 P0 X300 Y300 Z-99999 ; probe near a leadscrew7 G30 P1 X40 Y300 Z-99999 ; probe near a leadscrew and calibrate 4 motors8 G30 P2 X40 Y40 Z-99999 ; probe near a leadscrew5 G30 P3 X300 Y40 Z-99999 s4 ; probe near a leadscrew6 G29 ; probe the bed and enable compensation G1 H2 Z50 F4000 G1 X175 Y175 F4000start_print.g
T0 G29 S1 M82 ;absolute extrusion mode G1 X0 Y25 Z15 F6000 G4 P5000 G92 E0 ; Reset Extruder G1 X25 Y25 Z0.2 F3000 ; Move to start position G1 X25 Y200.0 Z0.2 F1500.0 E15 ; Draw the first line G1 X25.4 Y200.0 Z0.4 F5000.0 ; Move to side a little G1 X25.4 Y20 Z0.2 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z5 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X25 Y25 Z15 F5000 ; Move over to prevent blob squish M83 ;relative extrusion mode G1 F2940 E-7 G4 P4000 ; Wait to let the plastic cool a little G1 X175.0 Y175.0 F9000 ; Move to middle to rip plastic off tip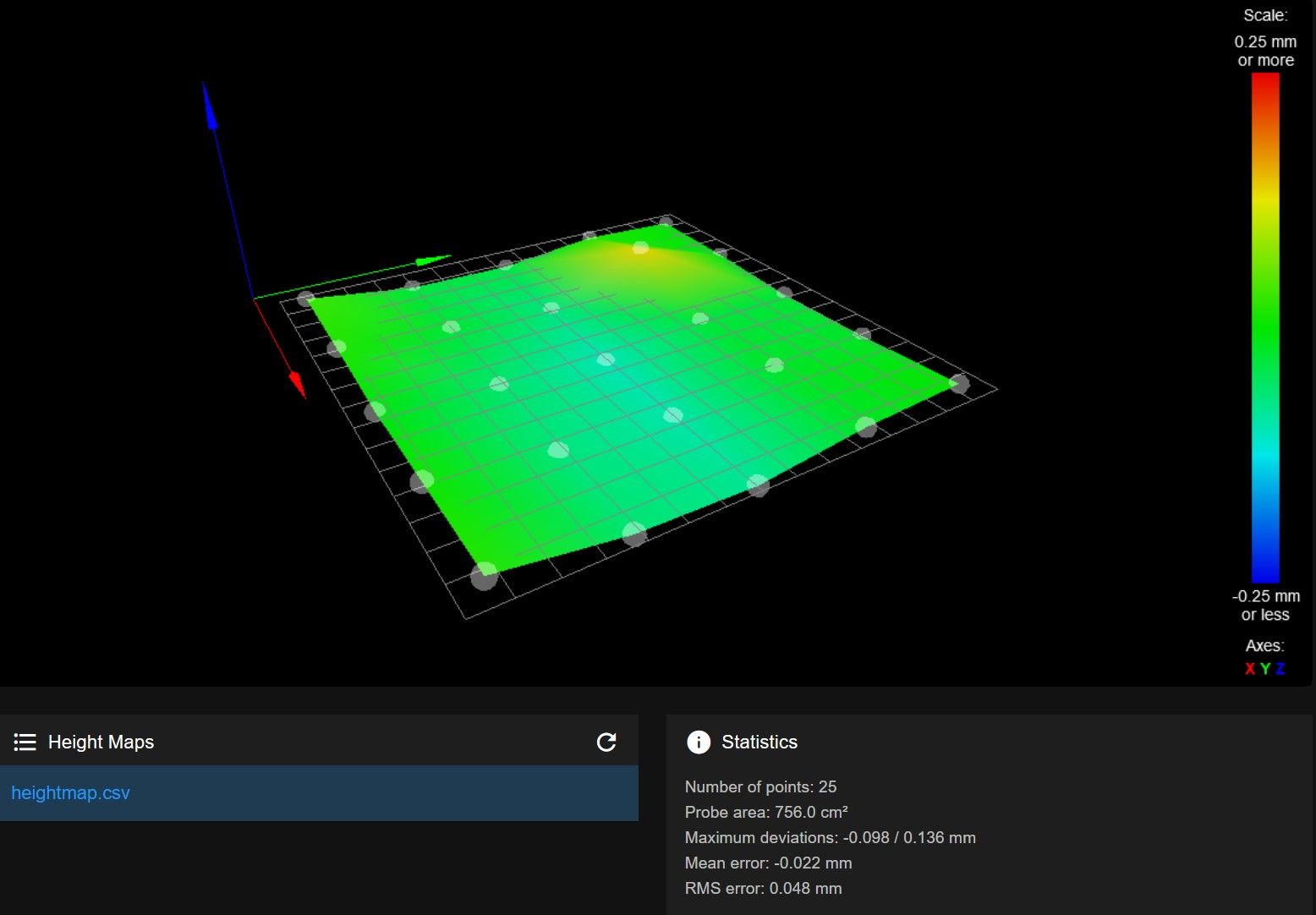
any help or suggestion is really appreciated.(please excuse my english)