Triangle sensor ordered thanks!
Posts made by charlesmc
-
RE: Help - long print and getting too little movement errorposted in Filament Monitor
-
RE: Help - long print and getting too little movement errorposted in Filament Monitor
I ended up sending
M591 D0 P3 C"io2.in" L24.93 R30:200 S1 A0However, I'm still periodically getting too little movement errors. Looks like I'm dipping down below 30%. In the below instance, I caught the system dipping down to 48%.
Duet3D rotating magnet filament monitor v3 on pin io2.in, enabled, sensitivity 24.93mm/rev, allow 30% to 200%, check printing moves every 3.0mm, version 3, mag 132 agc 87, measured sensitivity 24.98mm/rev, min 48% max 103% over 816.4mmMy whole objective with the filament monitor is to just detect the end of the spool, so that the system can pause, I can load up more filament, and keep on going.
But it has too many false positives to be useful.
-
RE: Help - long print and getting too little movement errorposted in Filament Monitor
Ack...I screwed up the command that I posted above. I just sent a new command down and it correctly updated the range to 30% to 200%.
M591 D0 P3 c"io2.in" L28.4 R30:200 -
RE: Help - long print and getting too little movement errorposted in Filament Monitor
Just sent M591 D0 L30:200
Just got back...so that didn't update it
M591 D0 Duet3D rotating magnet filament monitor v3 on pin io2.in, enabled, sensitivity 30.00mm/rev, allow 60% to 160%, check printing moves every 3.0mm, version 3, mag 132 agc 87, measured sensitivity 24.93mm/rev, min 97% max 103% over 2113.6mm -
Help - long print and getting too little movement errorposted in Filament Monitor
I'm on layer 249 of a 900 layer print. The print ran for hours, but got a too little movement error overnight and then that error has been increasing throughout the day. I just hit unpause each time to get the print going again.
I had not used my 3D printer in a long time prior to a test print just before this larger print. I upgraded the firmware (Duet 3 mini 5) to 3.4.6 and I turned the filament sensor back on using the following command. I did not have issues with the test print and therefore thought that I was good to go with larger print.
M591 D0 P3 C"io2.in" S2When I run M591 D0 in the console right now, I get:
Duet3D rotating magnet filament monitor v3 on pin io2.in, enabled, sensitivity 28.80mm/rev, allow 60% to 160%, check printing moves every 3.0mm, version 3, mag 131 agc 87, measured sensitivity 24.93mm/rev, min 97% max 103% over 534.4mmCan I send another M591 D0 P3 C"io2.in" S2 L20:200 command through the console to update the filament monitor setting while the print is running? Or is that going to derail things?
Thanks for your help!
-
RE: Rotating Magnetic Sensor - Keeps Pausing Printerposted in Filament Monitor
I had a successful 13 hour print yesterday. I kicked off a new 9 hour print and the printer kept pausing due to "too little movement on extruder".
This seems to be in line with alankilian's comment above that he had to disable his because he couldn't stop false positives.
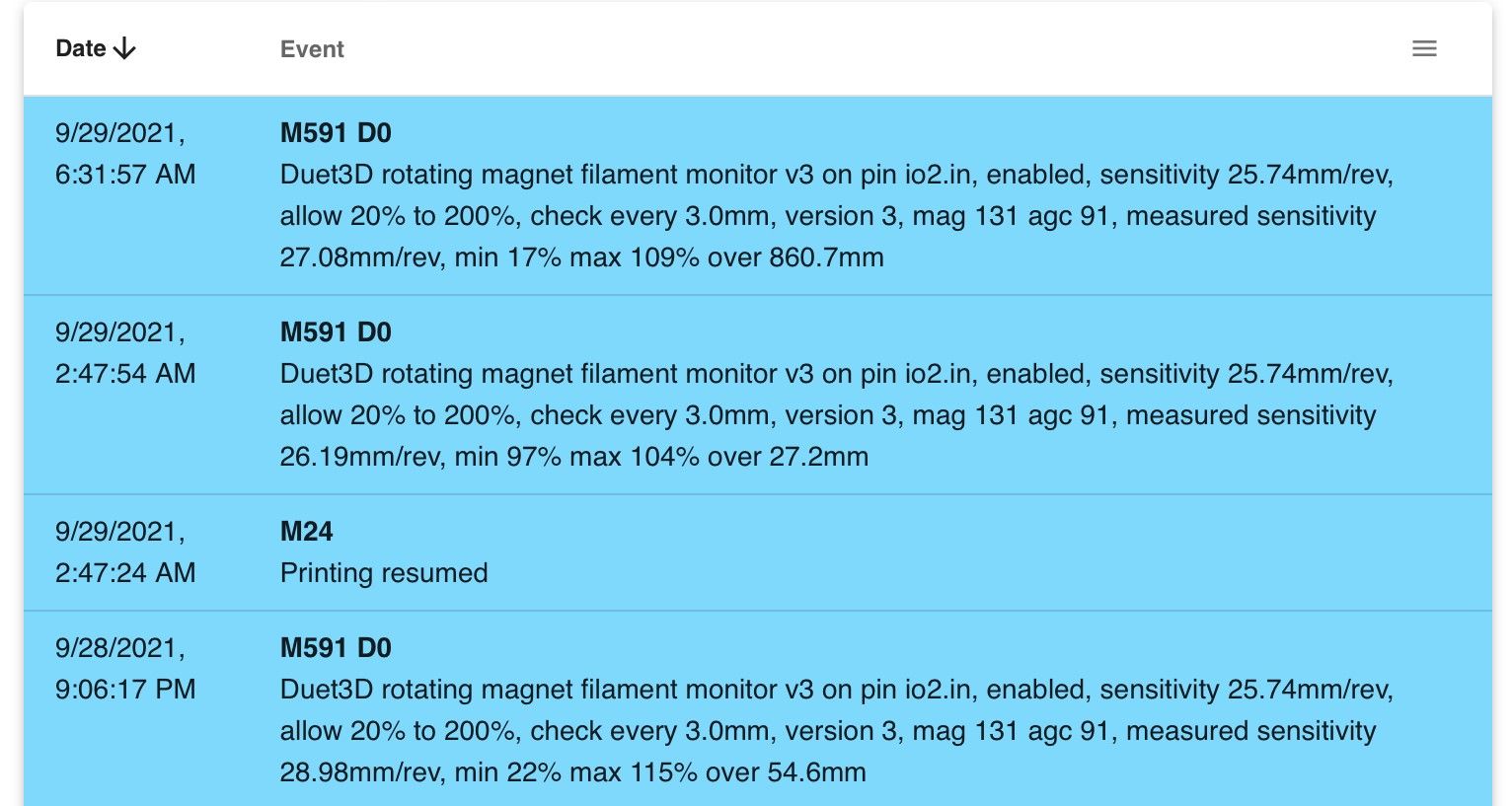
Note that there was a pause generated by the filament sensor just before the 6:31AM M591 D0 call.
Any suggestions on how to correct this?
I'd like the magnetic filament sensor to just say...I've stopped rotating completely...must be out of filament so put the system into pause.
Is the sensor not taking into account retraction and rewards movement of the filament?
-
RE: Rotating Magnetic Sensor - Keeps Pausing Printerposted in Filament Monitor
Ugghh. Yesterday I did two five hour prints with no problem.
This morning, I kicked off a 13 hour print and I just found it 12 hours later where it had printed the first layer and then paused the print for "too little movement on the extruder".
M591 D0 output is as follows
Duet3D rotating magnet filament monitor v3 on pin io2.in, enabled, sensitivity 25.74mm/rev, allow 70% to 130%, check every 3.0mm, version 3, mag 132 agc 91, measured sensitivity 26.25mm/rev, min 45% max 106% over 244.6mm
I just opened up the allowable range to 20% to 150% to try to give it a wider tolerance.
-
RE: Rotating Magnetic Sensor - Keeps Pausing Printerposted in Filament Monitor
That solved it...much better results now....94% to 103%. AGC is now 96.
Duet3D rotating magnet filament monitor v3 on pin io2.in, enabled, sensitivity 26.92mm/rev, allow 1% to 200%, check every 3.0mm, version 3, mag 132 agc 96, measured sensitivity 25.21mm/rev, min 94% max 103% over 1721.6mm
-
RE: Rotating Magnetic Sensor - Keeps Pausing Printerposted in Filament Monitor
After thinking about this more, I think I need to initially set the low and high limit very wide. Then get the measured sensitivity over a print, set the sensitivity to that value and then update the limits to say 50% and 150%.
-
Rotating Magnetic Sensor - Keeps Pausing Printerposted in Filament Monitor
I just implemented the rotating magnetic filament sensor. My print keeps pausing with a message that "too little movement" was detected on the sensor.
Any thoughts on this?
Here is output from M591 D0.
Duet3D rotating magnet filament monitor v3 on pin io2.in, enabled, sensitivity 28.40mm/rev, allow 70% to 130%, check every 3.0mm, version 3, mag 132 agc 128, measured sensitivity 27.38mm/rev, min 1% max 107% over 78.7mm
Here is what I have in the Config.g file.
M591 D0 P3 C"io2.in" S1 R50:150 L28.4 E3.0 A0
Thanks
-
RE: Confused on G-code headerposted in Using Duet Controllers
@fcwilt That's a good suggestion - will implement!
-
RE: Confused on G-code headerposted in Using Duet Controllers
Sorry - I was confused as well and I think I'm getting the temperature fault because I need to re-tune the bed - apparently it didn't save correctly when I tuned it yesterday.
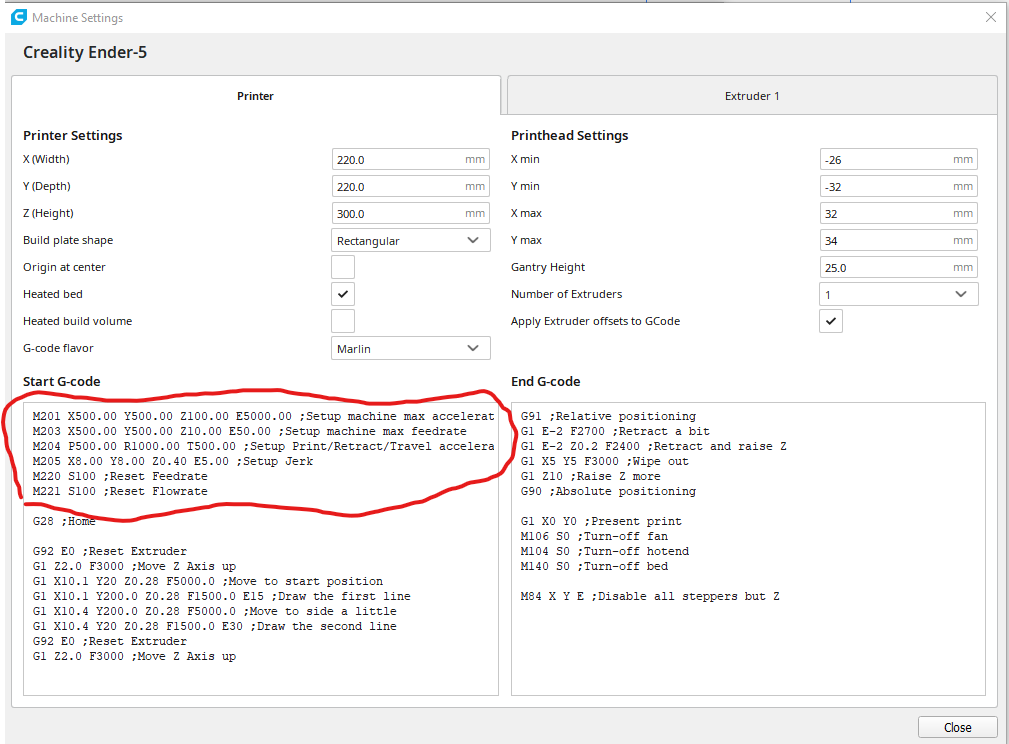
Should I keep the stuff that circled in red in my Start G-code that is part of my Cura settings for the Ender 5 or should I remove that because it looks like some of those commands will override things that are in the Duet config.g and may not be correct.
-
Confused on G-code headerposted in Using Duet Controllers
Hi - I just converted my Ender 5 from a Bigtree SKR 1.2 running Marlin over to a Duet 3 Mini 5+.
My Cura set up for the Marlin had a bunch of stuff in the G-code header (or start G-Code) which was placed into the top of the G-code after slicing.
I pulled most of that stuff out so that my header just has the following.
However, I'm getting a temperature fault right off the bat when I try to print.
So I'm confused about what should go into the G-code header in Cura (Preferences -> Printer -> Machine config -> Start G-Code)
Looking at the Marlin header, it had a bunch of temperature commands in there. However, shouldn't the temperature commands NOT be in the header and shouldn't they be automatically generated by the slicer since temps may change based on filament?
Current start G-Code in Cura:
G28 ;Home G29 ;Automatic bed leveling G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis upConfig.g file for Duet-based system
; Configuration file for Duet 3 Mini 5+ (firmware version 3.3) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v3.3.2 on Sat Sep 04 2021 23:23:30 GMT-0400 (Eastern Daylight Time) ; General preferences G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"Clinton3DPrinter" ; set printer name ; Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ; Drives M569 P0.0 S1 ; physical drive 0.0 goes forwards M569 P0.1 S1 ; physical drive 0.1 goes forwards M569 P0.2 S0 ; physical drive 0.2 goes backwards M569 P0.3 S1 ; physical drive 0.3 goes forwards M584 X0.0 Y0.1 Z0.2 E0.3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z800.00 E415.00 ; set steps per mm M566 X900.00 Y900.00 Z60.00 E300.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z600.00 E3600.00 ; set maximum speeds (mm/min) M201 X500.00 Y500.00 Z20.00 E2500.00 ; set accelerations (mm/s^2) M906 X600 Y600 Z600 E900 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; set axis minima M208 X235 Y235 Z300 S0 ; set axis maxima ; Endstops M574 X1 S1 P"io5.in" ; configure active-high endstop for low end on X via pin io5.in M574 Y1 S1 P"io6.in" ; configure active-high endstop for low end on Y via pin io6.in M574 Z1 S2 ; configure Z-probe endstop for low end on Z ; Z-Probe M950 S0 C"io3.out" ; create servo pin 0 for BLTouch M558 P9 C"^io3.in" H5 F120 T6000 ; set Z probe type to bltouch and the dive height + speeds G31 P500 X-42 Y-14 Z2 ; set Z probe trigger value, offset and trigger height M557 X0:100 Y0:100 S50 ; define mesh grid ; Heaters M308 S0 P"temp0" Y"thermistor" T98801 B4185 ; configure sensor 0 as thermistor on pin temp0 M950 H0 C"out0" T0 ; create bed heater output on out0 and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"temp1" Y"thermistor" T98801 B4185 ; configure sensor 1 as thermistor on pin temp1 M950 H1 C"out1" T1 ; create nozzle heater output on out1 and map it to sensor 1 M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit M143 H1 S240 ; set temperature limit for heater 1 to 240C ; Fans M950 F0 C"out3" Q500 ; create fan 0 on pin out3 and set its frequency M106 P0 C"PartCool" S0 H-1 ; set fan 0 name and value. Thermostatic control is turned off M950 F1 C"out4" Q500 ; create fan 1 on pin out4 and set its frequency M106 P1 C"HotEnd" S1 H1 T45 ; set fan 1 name and value. Thermostatic control is turned on M950 F2 C"out5" Q500 ; create fan 2 on pin out5 and set its frequency M106 P2 C"CaseFan" S1 H-1 ; set fan 2 name and value. Thermostatic control is turned off M950 F3 C"out6" Q500 ; create fan 3 on pin out6 and set its frequency M106 P3 C"LEDs" S1 H-1 ; set fan 3 name and value. Thermostatic control is turned off ; Tools M563 P0 S"HotEnd" D0 H1 F0 ; define tool 0 G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C ; Custom settings are not defined ; Miscellaneous M501 ; load saved parameters from non-volatile memory M911 S22 R23 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss T0 ; select first tool; config-override.g file generated in response to M500 at 2021-09-04 21:40 ; This is a system-generated file - do not edit ; Heater model parameters M307 H0 R2.429 C140.000:140.000 D5.50 S1.00 V0.0 B0 I0 M307 H1 R2.756 C128.561:121.058 D4.69 S1.00 V23.8 B0 I0 ; Workplace coordinates G10 L2 P1 X0.00 Y0.00 Z0.00 G10 L2 P2 X0.00 Y0.00 Z0.00 G10 L2 P3 X0.00 Y0.00 Z0.00 G10 L2 P4 X0.00 Y0.00 Z0.00 G10 L2 P5 X0.00 Y0.00 Z0.00 G10 L2 P6 X0.00 Y0.00 Z0.00 G10 L2 P7 X0.00 Y0.00 Z0.00 G10 L2 P8 X0.00 Y0.00 Z0.00 G10 L2 P9 X0.00 Y0.00 Z0.00