Progress has been made and we have managed to change the wiring (two Z drives) and up-date the following files
Bed
Config,
HomeALL,
Home Z etc
ALLworks well EXCEPT after power off & on when we get the following
########
16/10/2024, 10:44:02 Connected to 192.168.1.nnn
16/10/2024, 10:44:52 G28
Error: This kinematics does not support auto-calibration
#######
If I open, close and run the Config file (without any changes) then all seems OK, as per below
16/10/2024, 10:45:59 Upload of config.g successful after 0s
16/10/2024, 10:46:04 M98 P"config.g"
HTTP is enabled on port 80
16/10/2024, 10:47:10 G28
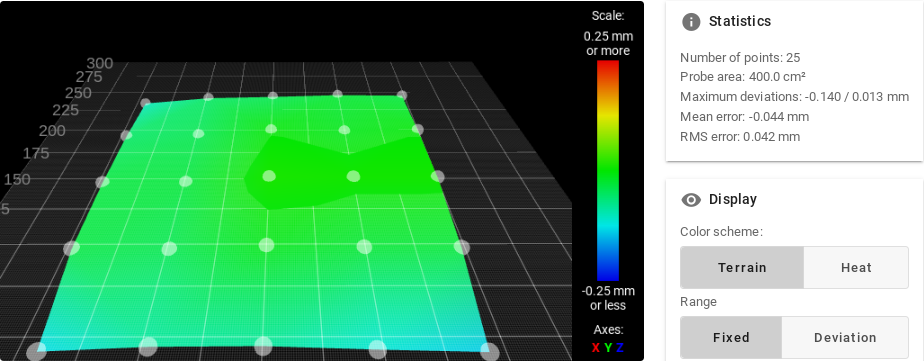
Leadscrew adjustments made: -1.521 1.791, points used 2, (mean, deviation) before (0.135, 0.928) after (0.000, 0.000)
My question is how to force Config to run at start up or what do I need to add as a MACRO do to avoid the 'initial' error?
Trying to make this 'idiot' proof.
I guess I've missed a step?
Alan
 My worry was this bit on Configuring Network in the Commissioning section . . . .
My worry was this bit on Configuring Network in the Commissioning section . . . .
")