Ok. Wait for next version....
Posts made by Anidal
-
Y-splitter and Duet 2posted in PanelDue
Good afternoon!!
Tell me how to properly configure the printer so that there are no artifacts in the PanelDue.
Problem:
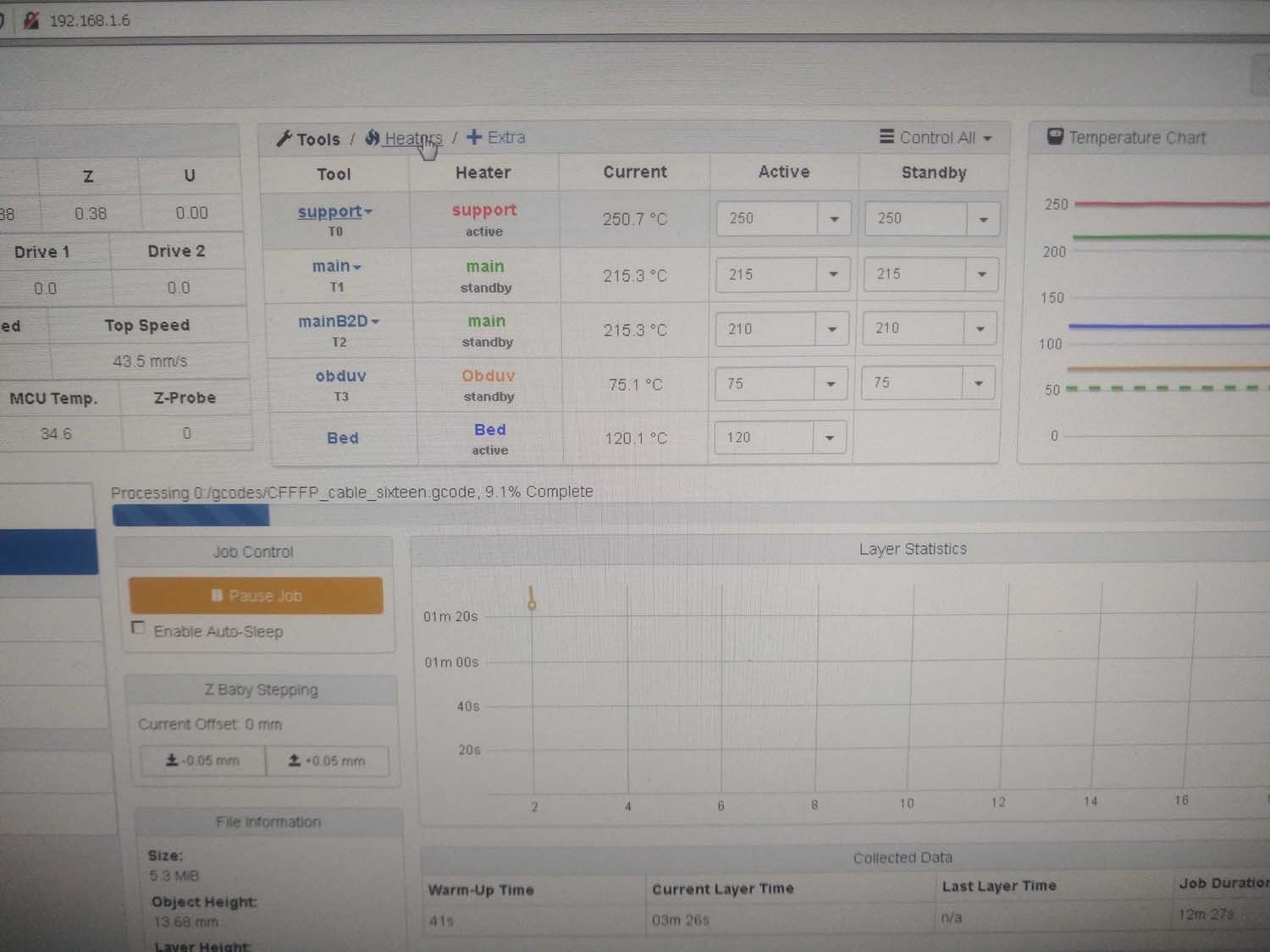
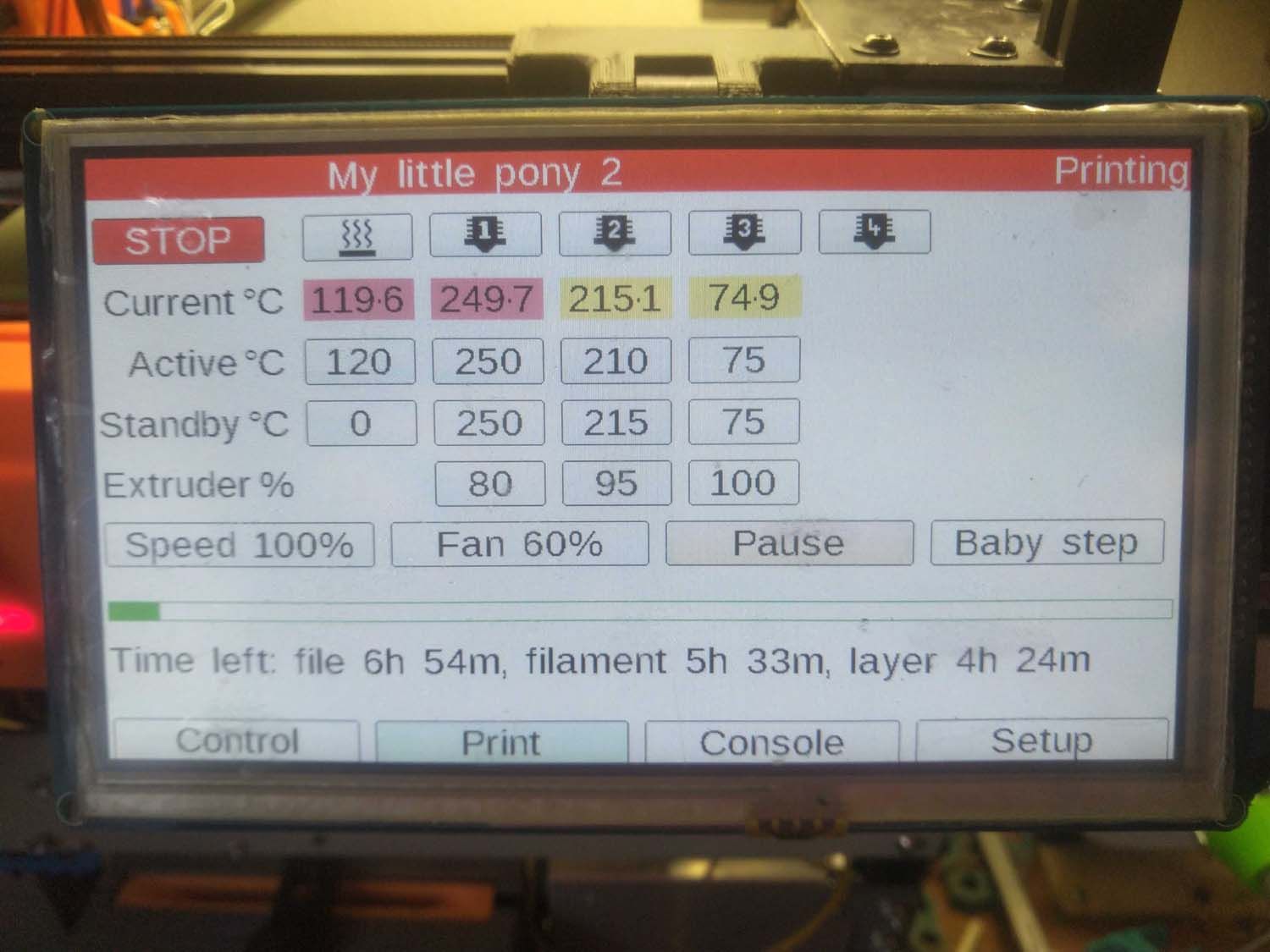
After adding the y-splitter and, accordingly, 2 tools per 1 heater, the tools began to display incorrectly on the panel.
At the same time, the web-interface works correctly.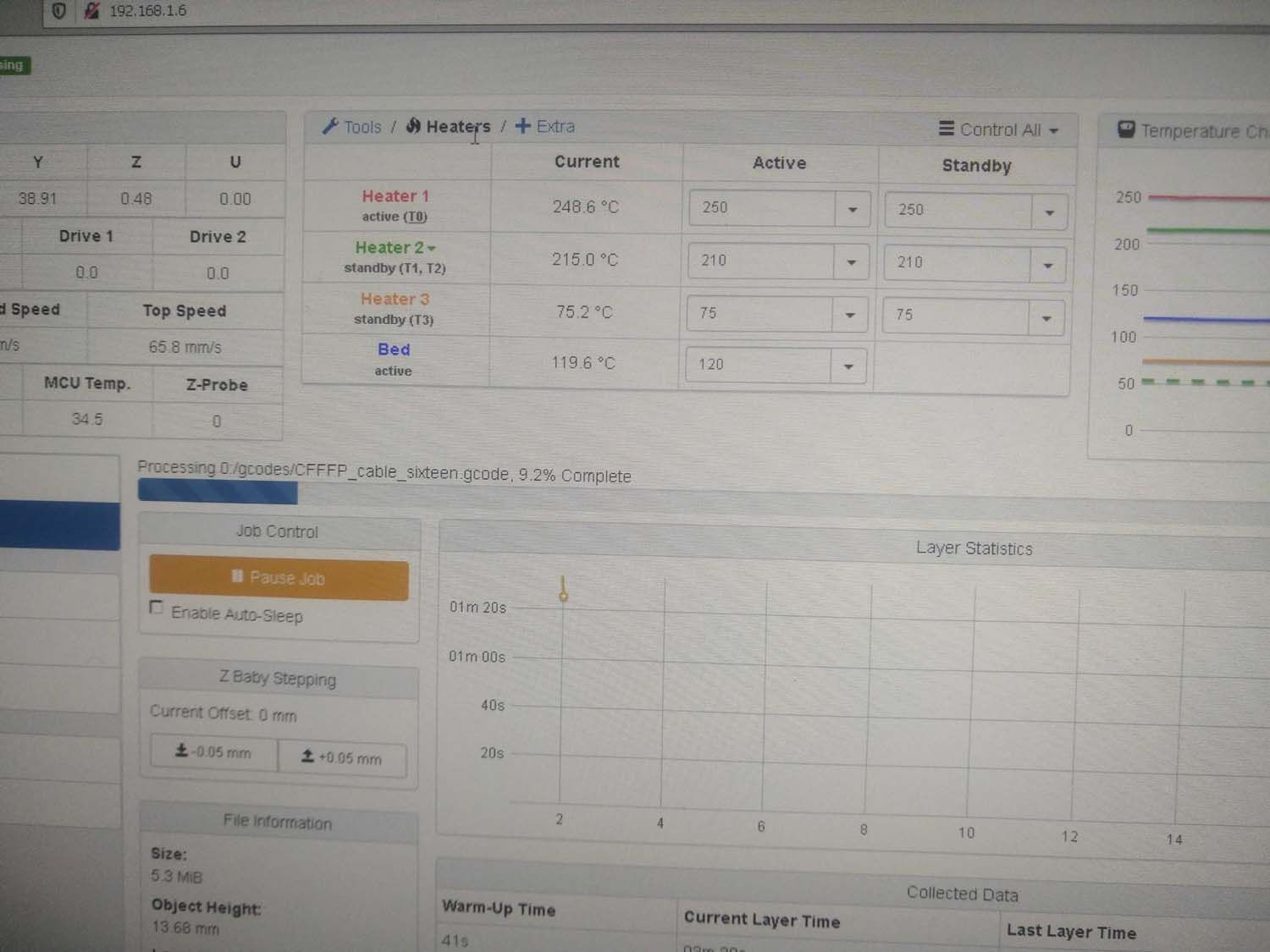
; Configuration file for Duet WiFi (firmware version 1.21)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2 on Mon Jan 21 2019 19:24:43 GMT+0300;M929 P"eventlog6.txt" S1
M111 S6; General preferences
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves;M584 X0 Y1 Z2 E3:4 ;Driver 0 controls the X motor, 1 controls Y, 2 control Z motors, 3 4 control E motors and 5 control U axis
M584 X0 Y1 Z2 E3:4:6 U5 ;Driver 0 controls the X motor, 1 controls Y, 2 control Z motors, 3 4 6 control E motors and 5 control U axisM667 S1 ; Select CoreXY mode
; Network
M550 P"My little pony 2" ; Set machine name
M551 P"Konica120: ; Set password
M552 S1 ; Enable network
M587 S"TOLO" P"Konica120" ; Configure access point. You can delete this line once connected
M586 P0 S1 ; Enable HTTP
M586 P1 S1 ; Enable FTP
M586 P2 S0 ; Enable Telnet; Drives
M569 P0 S1 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S0 ; Drive 3 goes back
M569 P4 S0 ; Drive 4 goes back
M569 P5 S1 ; Drive 5 goes forwards
M569 P6 S1 ; Drive 6 goes forwards;M350 E128:128 I0 ; Configure microstepping without interpolation MK8
;M350 E128:64 I0 ; Configure microstepping without interpolation SUNJIU
M350 E128:64:64 I0 ; Configure microstepping without interpolation SUNJIU+B2DM350 X64 Y64 Z16 I0 ; Configure microstepping with interpolation
M350 U16 I1 ; Configure microstepping with interpolation;M92 X320.00 Y320.00 Z625.00 E1136.00:1136.00 U8.889 ; Set steps per mm MK8
;M92 X320.00 Y320.00 Z625.00 E1136.00:1337.7 U8.889 ; Set steps per mm SUNJIU
;M92 X320.00 Y320.00 Z625.00 E1136.00:1401:883 U8.889 ; Set steps per mm SUNJIU+B2D
;M92 X320.00 Y320.00 Z625.00 E1136.00:1401:1460 U8.889 ; Set steps per mm SUNJIU+B2D(mk8) (lin)
M92 X320.00 Y320.00 Z625.00 E1079.00:1331:1387 U8.889 ; Set steps per mm SUNJIU+B2D(mk8)(good)M566 X600.00 Y450.00 Z120.00 E600.00:600.00:600.00 U200 ; Set maximum instantaneous speed changes (mm/min)
;M566 X600.00 Y450.00 Z120.00 E600.00:900.00 ; Set maximum instantaneous speed changes (mm/min)
M203 X12000.00 Y12000.00 Z360.00 E1600.00:1600.00:1600.00 U7200 ; Set maximum speeds (mm/min)
;M203 X12000.00 Y12000.00 Z360.00 E1600.00:1600.00 ; Set maximum speeds (mm/min)
M201 X3000.00 Y2000.00 Z200.00 E3000.00:2000.00:2000.00 U200 ; Set accelerations (mm/s^2)
;M201 X3000.00 Y2000.00 Z200.00 E3000.00:3000.00 ; Set accelerations (mm/s^2)
M906 X1400.00 Y1400.00 Z1400.00 E1600.00:1700.00:1500.00 U500 I30 ; Set motor currents (mA) and motor idle factor in per cent SUNJIU
;M906 X1400.00 Y1400.00 Z1400.00 E1600.00:1600.00 I30 ; Set motor currents (mA) and motor idle factor in per cent MK8
M84 S300 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 U0 S1 ; Set axis min/max
M208 X228 Y245 Z250 U360 S0 ; Set axis maxima; Endstops
M574 X1 Y1 Z1 S1 ; Set active high endstops
M574 U0 S0 ; U has no endstop, but...;Filament sensors
;M591 D0 P2 C3 S1
;M591 D1 P2 C4 S1
M581 E0:1 S1 T1 C1;; Z-Probe
M558 P0 H3 F120 T6000 ; Disable Z probe but set dive height, probe speed and travel speed
M557 X15:210 Y15:230 S100 ; Define mesh grid; Heaters
M305 P0 X0 T100000 B3950 R4700 S"Bed" ; Set thermistor + ADC parameters for heater 0
M301 H0 S0.98 ; Set heater 0 PWM limit to 98%
M143 H0 S140 ; Set temperature limit for heater 0 to 130C
M570 H0 P30 T25 S2 ; Configure heater fault detection
M305 P1 X501 R4700 S"support" ; Configure thermocouple for heater 1
M301 H1 S0.98 ; Set heater 1 PWM limit to 98%
M143 H1 S280 ; Set temperature limit for heater 1 to 280C
M570 H1 P30 T25 S1 ; Configure heater fault detectionM305 P2 X502 R4700 S"main" ; Configure thermocouple for heater 2
M301 H2 S0.98 ; Set heater 2 PWM limit to 98%
M143 H2 S280 ; Set temperature limit for heater 2 to 280C
M570 H2 P30 T25 S1 ; Configure heater fault detectionM305 P3 X3 T100000 B3950 R4700 S"Obduv" ; Set thermistor + ADC parameters for heater 3
M301 H3 S0.98 ; Set heater 3 PWM limit to 98%
M143 H3 S90 ; Set temperature limit for heater 3 to 80C
M570 H3 P30 T25 S1 ; Configure heater fault detectionM305 P102 X4 T100000 B3950 R4700 S"Сold_junction" ; Set thermistor + ADC parameters for heater 4
M305 P103 X5 T100000 B3950 R4700 S"Hot_End" ; Set thermistor + ADC parameters for heater 5
; Fans
M106 P0 S0.3 I0 F500 H-1 C"Obduv" ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H-1 C"HotEnd" ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P2 S0.9 I0 F500 H-1 C"Extruders" ; Set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P3 S0.6 I0 F500 H-1 C"main cool" ; Set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned off; Tools
M563 P0 S"support" D0 H1 L0 ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C
M572 D0 S0.2; set extruder 0 pressure advance to 0.4 seconds
╨╢M592 D0 A0.008 B0.0001 L2 ; set parameters for extruder drive 0
M221 S100 D0 ;Set extrude factor override percentageM563 P1 S"main" D1 H2 L1 ; Define tool 1
G10 P1 X-18 Y0 Z0 ; Set tool 1 axis offsets
G10 P1 R0 S0 ; Set initial tool 1 active and standby temperatures to 0C
M572 D1 S0.3 ; set extruder 0 pressure advance to 0.5 seconds
╨╢M592 D1 A0.001 B0.0002 L2; M592 D1 A0.07 B0.0005 L5 ;M592 D1 A0.07 B0.003 L5 ;M592 D1 A0.06 B0.0025 L2 ; set parameters for extruder drive 1
M221 S100 D1 ;Set extrude factor override percentageM563 P2 S"mainB2D" D2 H2 L3 ; Define tool 1
G10 P2 X-18 Y0 Z0 ; Set tool 1 axis offsets
G10 P2 R0 S0 ; Set initial tool 1 active and standby temperatures to 0C
M572 D2 S0.3 ; set extruder 0 pressure advance to 0.5 seconds
╨╢M592 D2 A0.001 B0.0002 L2; set parameters for extruder drive 1
M221 S100 D2 ;Set extrude factor override percentageM563 P3 S"obduv" H3 ; Define tool 2
G10 P3 X0 Y0 Z0 ; Set tool 2 axis offsets
G10 P3 R0 S0 ; Set initial tool 2 active and standby temperatures to 0C;M563 P7 S"Сold junction" H4 ; Define sensor
;M563 P8 S"HotEnd" H5 ; Define sensor
; Automatic saving after power loss is not enabled
; Custom settings are not configured
; Miscellaneous
M501 ; Load saved parameters from non-volatile memory
T0
T1 ; Select first tool
T3
T2 -
Upgrade fan controlposted in Firmware wishlist
Good day!
I propose several improvements in the management of fans, incl. from panel due.- Add a total ban on changing the fan power from g-code.
- Add a soft ban - do not reduce less than a manually set value.
-
RE: New firmware 2.03RC2 availableposted in Firmware installation
Tool offset work fine, thanks! Tested on 2.03RC1
-
RE: Duet wifi lost web connectionposted in General Discussion
I confirm the problems with the Wifi connection in 2.03RC1. In combination with HTTP + FTP, the connection was extremely unstable, it was impossible to transfer files over hundreds of bytes either via http or ftp.
Editing config.g to disable ftp caused it to self-delete when writing.
Recovered on sd card from backup.
In the only http mode, it became possible to record files, but the recording speed dropped 10 times.M122
=== Diagnostics ===
RepRapFirmware for Duet 2 WiFi/Ethernet version 2.03RC1 running on Duet WiFi 1.02 or later + DueX5
Board ID: 08DGM-9T6BU-FG3S8-6J1DJ-3SD6P-1SKMF
Used output buffers: 3 of 24 (11 max)
=== RTOS ===
Static ram: 25656
Dynamic ram: 94672 of which 28 recycled
Exception stack ram used: 492
Never used ram: 10224
Tasks: NETWORK(ready,524) HEAT(blocked,1236) MAIN(running,3752) IDLE(ready,156)
Owned mutexes:
=== Platform ===
Last reset 05:55:41 ago, cause: software
Last software reset at 2019-05-12 13:42, reason: User, spinning module GCodes, available RAM 10128 bytes (slot 1)
Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0441f000 BFAR 0xe000ed38 SP 0xffffffff Task 0x4e49414d
Error status: 24
Free file entries: 8
SD card 0 detected, interface speed: 20.0MBytes/sec
SD card longest block write time: 403.7ms, max retries 0
MCU temperature: min 30.7, current 35.9, max 36.7
Supply voltage: min 0.5, current 24.2, max 24.5, under voltage events: 1, over voltage events: 0, power good: yes
Driver 0: ok, SG min/max 0/1023
Driver 1: ok, SG min/max 0/1023
Driver 2: standstill, SG min/max 0/93
Driver 3: standstill, SG min/max 0/1023
Driver 4: ok, SG min/max 0/1023
Driver 5: standstill, SG min/max not available
Driver 6: standstill, SG min/max not available
Driver 7: standstill, SG min/max not available
Driver 8: standstill, SG min/max not available
Driver 9: standstill, SG min/max not available
Date/time: 2019-05-12 19:37:56
Cache data hit count 4294967295
Slowest loop: 123.17ms; fastest: 0.06ms
I2C nak errors 0, send timeouts 0, receive timeouts 0, finishTimeouts 0
=== Move ===
Hiccups: 58, FreeDm: 163, MinFreeDm: 106, MaxWait: 10107016ms
Bed compensation in use: none
Bed probe heights: 0.000 0.000 0.000 0.000 0.000
=== DDARing ===
Scheduled moves: 238342, completed moves: 238317, StepErrors: 0, LaErrors: 0, Underruns: 0, 0
=== Heat ===
Bed heaters = 0 -1 -1 -1, chamberHeaters = -1 -1
Heater 0 is on, I-accum = 0.0
Heater 2 is on, I-accum = 0.4
=== GCodes ===
Segments left: 1
Stack records: 2 allocated, 0 in use
Movement lock held by null
http is idle in state(s) 0
telnet is idle in state(s) 0
file is doing "G1 X94.042 Y115.929 E0.22561" in state(s) 0
serial is idle in state(s) 0
aux is idle in state(s) 0
daemon is idle in state(s) 0
queue is idle in state(s) 0
autopause is idle in state(s) 0
Code queue is empty.
=== Network ===
Slowest loop: 404.11ms; fastest: 0.00ms
Responder states: HTTP(0) HTTP(2) HTTP(0) HTTP(0) FTP(0) Telnet(0) Telnet(0)
HTTP sessions: 1 of 8- WiFi -
Network state is running
WiFi module is connected to access point
Failed messages: pending 0, notready 0, noresp 0
WiFi firmware version 1.23
WiFi MAC address cc:50:e3:14:fc:fb
WiFi Vcc 3.30, reset reason Turned on by main processor
WiFi flash size 4194304, free heap 19184
WiFi IP address 192.168.1.6
WiFi signal strength -66dBm, reconnections 0, sleep mode modem
Socket states: 0 2 0 0 0 0 0 0
- WiFi -
-
RE: A bug in 2.02posted in General Discussion
@anidal said in A bug in 2.02:
M82 ;absolute extrusion mode
In macros and printable file coordinate X228 Y245 is not present.
Is it possible that the macro command M82 is missing in the macros, but is it present in the print file and is somehow affected? -
RE: A bug in 2.02posted in General Discussion
@dc42 said in A bug in 2.02:
G10 L2
Good day.
I disabled the restart of the printer from stop.g and tried your commands.
At this point, the printer completed printing the model, completed stop.g, turned off the power, and only + 5V PS_ON is active.
; stop.g
; called when M0 (Stop) is run (e.g. when a print from SD card is cancelled)
T-1 ;
M106 P0 S255 ; fan at 100% to cool nozzle
M106 P1 S255 ; fan at 100% to cool nozzle
M106 P2 S255 ; 100% extruder fan
M106 P3 S200
M1 ; heaters and motors off
G4 S180 ; Wait for 3 minutes
M106 P0 S60 ; fan off
M106 P1 S60 ; fan off
M106 P2 S60 ; Stop extruder fan
M106 P3 S60
M81 ;power off
;M11219:01:38
G10 L2
Origin of workplace 1: X0.00 Y0.00 Z0.00 U0.00
19:01:08
G10 P1
Tool 1 offsets: X-18.00 Y0.00 Z0.00 U0.00, active/standby temperature(s): 0.0/0.0
19:01:00
G10 P0
Tool 0 offsets: X0.00 Y0.00 Z0.00 U0.00, active/standby temperature(s): 200.0/200.0
19:00:44
M114
X:109.373 Y:167.258 Z:36.025 U:0.000 E0:882.9 E1:18049.1 E2:0.0 E3:0.0 E4:0.0 E5:0.0 E6:0.0 E7:0.0 Count 88522 -18523 22516 0 Machine 109.373 167.258 36.025 0.000
19:00:37
Connection established!
19:00:37
Page Load complete!Then I powered the printer and ran the G28.
The printer worked the command correctly and moved right after that.19:02:46
M120
G91
G1 Y-50 F6000
M121
19:02:44
M120
G91
G1 X-50 F6000
M121
19:02:41
M120
G91
G1 Y50 F6000
M121
19:02:39
M120
G91
G1 X50 F6000
M121
19:02:24
G28
19:01:45
M98 P"0:/macros/Power Up"Then I started the heating macro. During its execution, the nozzles are cleaned and movement and extrusion occurs.
Macro worked correctly.
19:07:00
Heater 3 switched on
19:04:58
Heater 2 switched on
19:03:04
Heater 1 switched on
19:03:01
Heater 0 switched onThen I started to print the previously normally printed file.
***File start:
;FLAVOR:RepRap
;TIME:1849
;Filament used: 7.37841m, 0m
;Layer height: 0.3
;Generated with Cura_SteamEngine 4.0.0
T0
M190 S130
M104 S260
M104 T1 S210
M109 S260
M109 T1 S210
M82 ;absolute extrusion mode
G28 ; home all axes
T0
G1 X70 Y244 F12000
G1 X71 Y244 F2000
G92 E0
G1 X75 Y244 E8 F2000
G92 E0
G1 X190 Y242 E4.00 F2400
G92 E0
G1 X130 Y242 E5.0 F2000
G1 X120 Y236 F2000
G1 X131 Y236 F12000
G92 E0
T1
G1 X70 Y244 F12000
G92 E0
G1 X71 Y244 F2000
G1 X75 Y244 E8 F2000
G92 E0
G1 X190 Y242 E4.00 F2400
G92 E0
G1 X130 Y242 E5.0 F2000
G1 X120 Y236 F2000
G1 X131 Y236 F12000
G92 E0
T0
M83 ;relative extrusion mode
G1 F1800 E-6
;LAYER_COUNT:56
;LAYER:0
M107
M204 T5000
;MESH:derjatel.stl
G0 F5400 X50.599 Y122.5 Z0.3
M204 P3000
;TYPE:WALL-OUTER
G1 F1800 E6
G1 F3000 X50.898 Y128.187 E0.56823
And at the beginning of printing, after the G28 the printer started to behave abnormally.
I paused printing and invoked debug commands again.19:10:42
G10 L2
Origin of workplace 1: X0.00 Y0.00 Z0.00 U0.00
19:10:34
G10 P1
Tool 1 offsets: X-18.00 Y0.00 Z0.00 U0.00, active/standby temperature(s): 210.0/210.0
19:10:15
Printing paused at X228.0 Y245.0 Z0.0 U360.0
Tool 1 offsets: X-18.00 Y0.00 Z0.00 U0.00, active/standby temperature(s): 210.0/210.0
19:10:12
G10 P1
Paused print, file offset=159
Resume state saved
19:09:53
G10 P0
Tool 0 offsets: X0.00 Y0.00 Z0.00 U0.00, active/standby temperature(s): 260.0/260.0
19:09:38
M114
X:228.000 Y:245.000 Z:0.000 U:360.000 E0:43.0 E1:17.5 E2:0.0 E3:0.0 E4:0.0 E5:0.0 E6:0.0 E7:0.0 Count 151360 -5440 0 3200 Machine 228.000 245.000 0.000 360.000X228.0 Y245.0 Z0.0 U360.0 - abnormal coordinates
-
RE: A bug in 2.02posted in General Discussion
Hello!
At the moment I have not managed to solve the above problem. As a temporary solution, I added the command M112 to the end of stop.g to restart the printer after printing. -
RE: A bug in 2.02posted in General Discussion
@dc42 said in A bug in 2.02:
I don't understand this issue. You are saying that when the two tool change files are added, this problem started. Correct?
Can you pin down a little more what it is about the tool change files that triggers the problem? For example, does it happen if only one of the files is present? Does it happen if the files are empty?Good day!
Yes, the problems started when I added a code to move the head to the cleaning site in post0.g and post1.g files. Before adding files were present, but were empty.
Previously, I used another slicer, where you could insert a cleanup code with a slicer.
There are no more differences in the printer setup.
What is interesting is that when the printer crashes on the error code and moves to [Xmax, Ymax], pressing PAUSE on the screen returns the head to the home position. -
RE: A bug in 2.02posted in General Discussion
@dc42 said in A bug in 2.02:
As @Jacotheron says, the M81 command will turn off VIN power so the machine will be flagged as not homed. You will need to home the printer again when you re-apply power.
Also, I suggest you add T-1 to your stop.g file to make sure that no tool is selected before you power off.Good day!
Your recommendations with the addition of T-1 did not help.
At the same time, the printer, before starting the movement to [Xmax, Ymax], first executes the G28 command, and then starts moving along the program.Here is an example of the file that failed:
; FLAVOR: RepRap
; TIME: 2300
; Filament used: 0.181584m, 5.93267m
; Layer height: 0.25
; Generated with Cura_SteamEngine 4.0.0
T0
M190 S130
M104 S260
M104 T1 S210
M109 S260
M109 T1 S210
M82; absolute extrusion mode
G28; home all axes
T0
G1 X70 Y244 F12000
G1 X71 Y244 F2000
G92 E0
G1 X75 Y244 E8 F2000
G92 E0
G1 X190 Y242 E4.00 F2400
G92 E0
G1 X130 Y242 E5.0 F2000
G1 X120 Y236 F2000
G1 X131 Y236 F12000
G92 E0
T1
G1 X70 Y244 F12000
G92 E0
G1 X71 Y244 F2000
G1 X75 Y244 E8 F2000
G92 E0
G1 X190 Y242 E4.00 F2400
G92 E0
G1 X130 Y242 E5.0 F2000
G1 X120 Y236 F2000
G1 X131 Y236 F12000
G92 E0
T0
M83; relative extrusion mode
G1 F1800 E-6A reboot corrects the status of the printer until the next stop.g
Manual re-homing did not help. -
RE: A bug in 2.02posted in General Discussion
@dc42 said in A bug in 2.02:
Also, I suggest you add T-1 to your stop.g file to make sure that no tool is selected before you power off.
OK. I try to do it.
-
RE: A bug in 2.02posted in General Discussion
@jacotheron
Yes, the printer was homed.
The problem occurs after G28. -
A bug in 2.02posted in General Discussion
Good day!
Maybe I found a bug in the firmware DuetWifi 2.02The error occurs in a complex sequence of actions:
My printer is always on via the + 5V line.
The power unit is turned on before print by the macro
/ macros / Preheat.g
M80M106 P0 S0.4
M106 P1 S0.98
M106 P2 S0.98
M106 P3 S0.6M140 S130
G10 P0 R210 S210;
G10 P1 R210 S210;
G10 P2 R50 S50;
T0
T1
T2and after the end of printing is called the command M0
macro /sys/stop.g
; stop.g
; called when M0 (Stop) is run (e.g. when a print from SD card is canceled)
M106 P0 S255; fan at 100% to cool nozzle
M106 P1 S255; fan at 100% to cool nozzle
M106 P2 S255; 100% extruder fan
M106 P3 S200
M1; heaters and motors off
G4 S180; Wait for 3 minutes
M106 P0 S0; fan off
M106 P1 S0; fan off
M106 P2 S0; Stop extruder fan
M81; power offWith these settings, the printer worked for many days and printed many times. Without crashing.
I recently added tool switching macros
; tpost0.g
G1 X100 Y244 F12000
G1 X195 Y244 F12000
G1 X170 Y244 E0 F1000
G1 X190 Y242 E4.00 F2400
G1 X130 Y242 E5.0 F2000
G1 X120 Y236 F2000
G1 X131 Y236 F12000
G92 E0and
; tpost1.g
G1 X100 Y244 F12000
G1 X195 Y244 F12000
G1 X170 Y244 E0 F1000
G1 X190 Y242 E4.00 F2400
G1 X130 Y242 E5.0 F2000
G1 X120 Y236 F2000
G1 X131 Y236 F12000
G92 E0Now, if printing is completed normally, and the stop.g macro is executed, the next print (I run preheat.g, wait for warm-up and start printing any file), the head can only move in the direction of increasing X and Y coordinates
Exit from the error state can only by reboot the printer.If printing is forced to stop (pause-> cancel), then the next printing will start without error.
cancel.g is present, but empty -
pre.g/post.g on standbyposted in General Discussion
Good day!
I started using post.g macro for tools, because Cura 4 does not generate the correct code when choosing a tool (I hope this will be corrected).
During printing, macros work correctly and as expected.
But I found that macros work out and when the printer does not print. It was very unexpected, and it is good that nothing broke and the hand did not fall under the head moving with great speed into the place of cleaning.
Do macros pre.g and post.g really need to work at rest?
Is it possible to disable it somehow? -
RE: macros wishlistposted in Tuning and tweaking
@phaedrux said in macros wishlist:
The firmware finishes any moves left in its buffer, then it executes the macro file cancel.g if present, if the axes are homed and if a print is being cancelled. Otherwise stop.g is run before all motors are put into idle mode. If no H1 parameter is present, the heaters are turned off too. See also M1, M112.
More new! That is, if you set M0 at the end of the file, then do macros execute cancel.g and stop.g?
At the same time, cancel.g is called when a manual stop occurs, and if not, then stop.g is called?
Why such a complicated macro call system? If one is not, then we call another, etc. And the conditions for calling one and those macros overlap. Isn't it easier for each event to single out 1, the only macro that is called only by it?