My first post here!
I've been searching for this topic for quite a while without any results so I figured asking the almighty Duet gods would do the trick
I am currently testing a custom built large scale toolchanger with two toolheads, and as a safety feature I would like to use the Z-stop as a trigger to confirm whether a tool is mounted to the effector or not.
I am using a Duet 3 MB6HC, with RRF 3.4.5.
The printer itself works great, however a recent incident where the x and y axis skipped a few steps resulted in a lot of extrusion for both tools while docked (motor stall detection will also be configured)
The printer is a corexy and the bed is stationary, so the effector/tool is moved in XYZ.
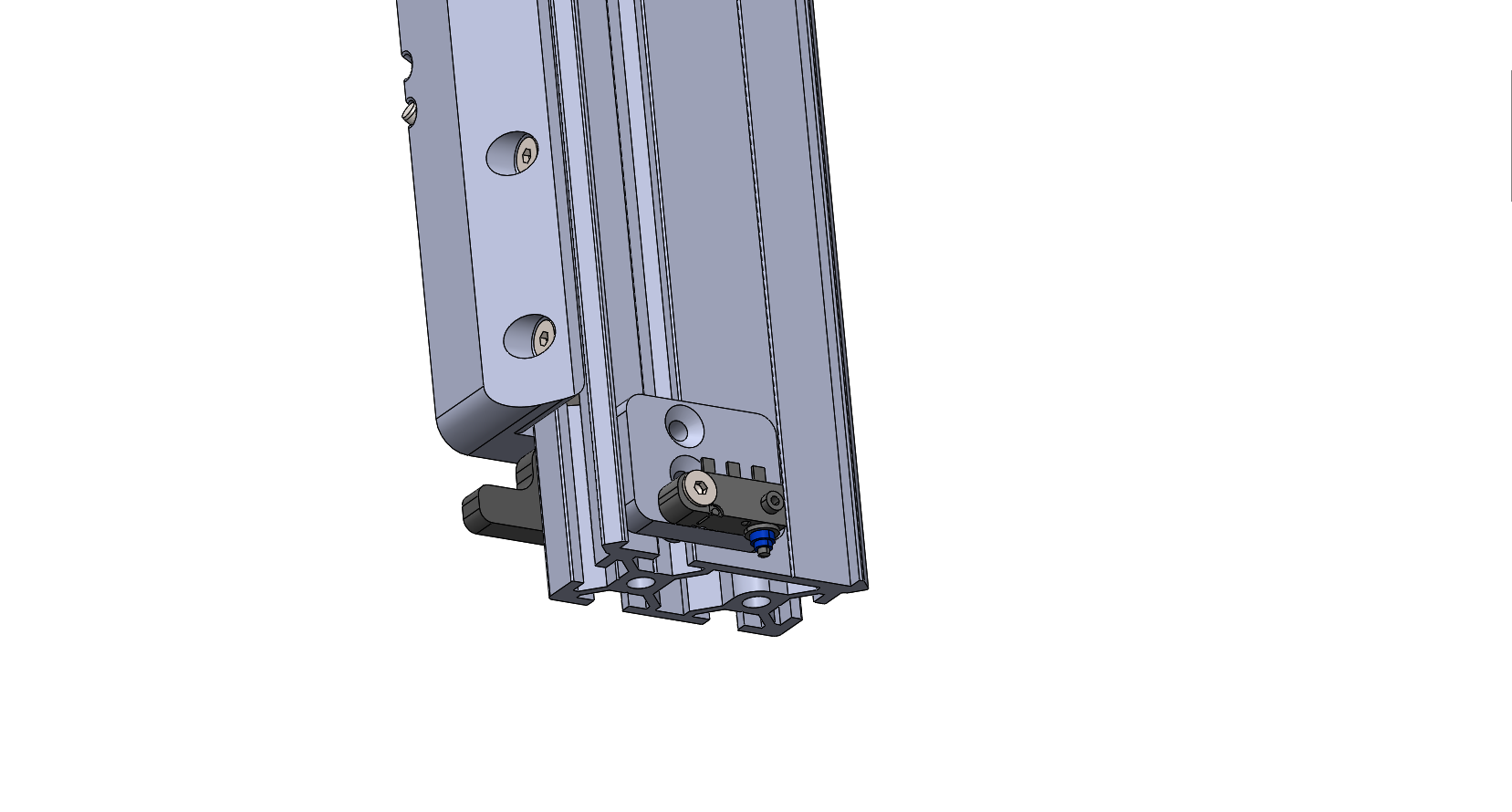
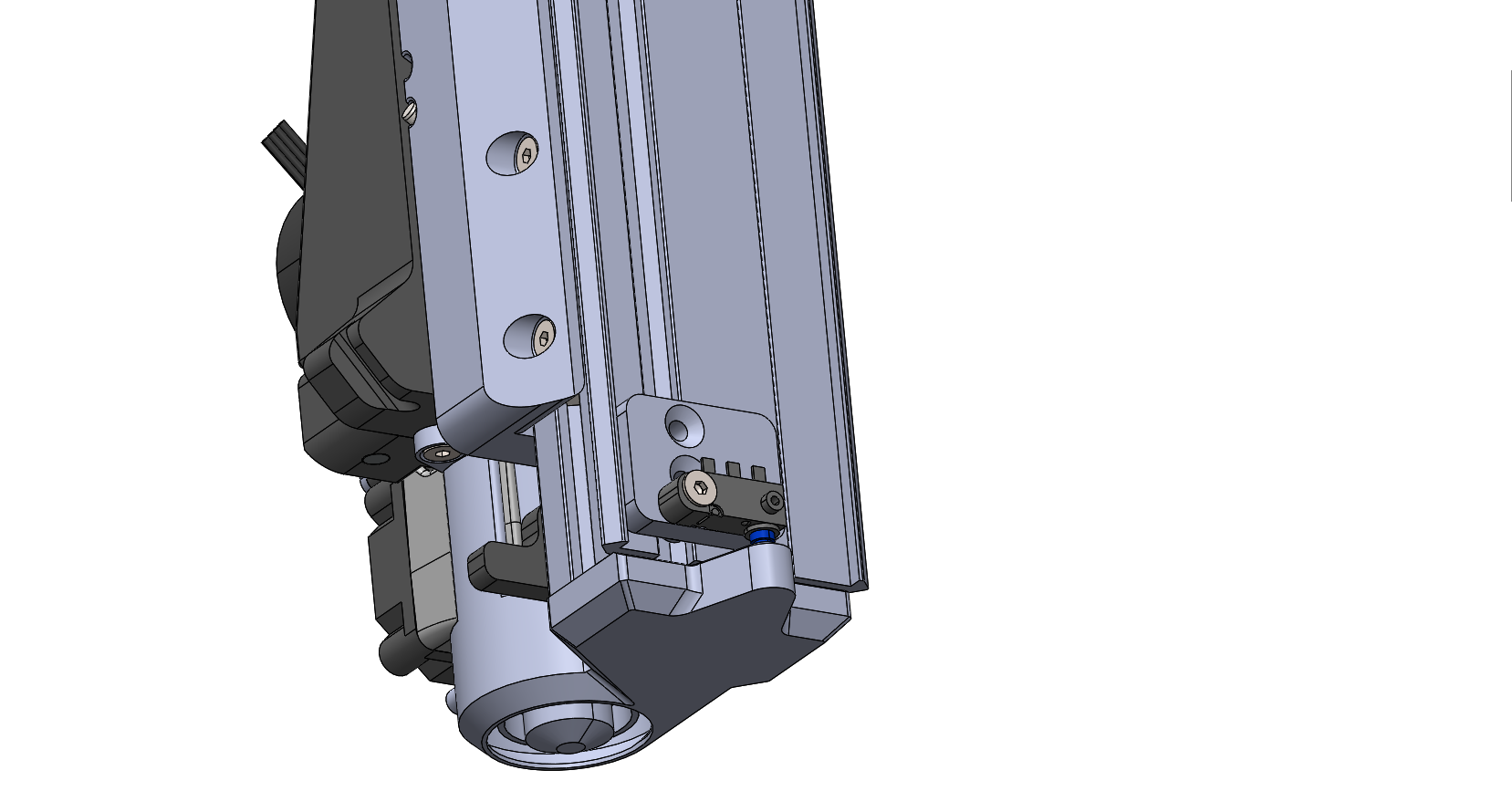
The Z-stop is the same type microswitch as on the e3d-toolchanger (D2HW-C201H), and probing of the bed is done when both tools are parked. When a tool is connected a tab on the toolhead presses the Z-stop.
Effector seen from the rear with no tool:
Effector seen from the rear with tool:
Here is how the Z-stop/Z-probe is configured in config.g
; Endstops
M574 X2 S1 P"io8.in" ; configure switch-type (e.g. microswitch) endstop for high end on X via pin io8.in
M574 Y2 S1 P"io1.in" ; configure switch-type (e.g. microswitch) endstop for high end on Y via pin io1.in
M574 Z1 S2 P"io6.in" ; configure switch-type (e.g. microswitch) endstop for low end on Z via pin io6.in
; Z-Probe
M558 P8 C"io6.in" H2 F500:100 I0 T100000 ; set Z probe type to switch and the dive height + speeds
G31 P200 X0 Y54.15 Z-9.83 ; set Z probe trigger value, offset and trigger height (Z-9.63)
M557 X12.5:453.5 Y55:885 P5:10 ; define mesh grid
What I am hoping to achieve is something like this:
-
At start of print, use Z-probe to do mesh bed probing
-
When selecting tool;
Check that switch is not triggered before tool is mounted
Check that switch is triggered after tool is mounted -
During printing;
Check that switch is triggered, if not run trigger#.g -
When deselecting tool;
Check that switch is triggered before parking tool
Check that switch is not triggered after tool is parked
Any ideas on how to solve this?
Full config.g:
; General preferences
M552 S1 ; turn network on
M575 P1 S1 B57600 ; enable support for PanelDue
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"3D'LitePrinter" ; set printer name
M669 K1 ; switch to CoreXY mode
; Calibration Califlower 3D'Lite 2.xlsx
M556 S100 X-0.375 ; Axis skew compensation
; Network
M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet
; Drives
M569 P0.0 S0 ; physical drive 0.0 goes backwards
M569 P0.1 S0 ; physical drive 0.1 goes backwards
M569 P0.2 S1 ; physical drive 0.2 goes forwards
M569 P0.3 S1 ; physical drive 0.3 goes forwards
M569 P0.4 S1 ; physical drive 0.4 goes forwards
M584 X0.1 Y0.0 Z0.2 E0.3:0.4 ; set drive mapping
M350 X16 Y16 Z16 E16:16 I1 ; configure microstepping with interpolation
M92 X159.70 Y159.70 Z400.00 E548.00:548.00 ; set steps per mm (X/Y 160, calibrated, E400, calibrated)
M566 X600.00 Y600.00 Z60.00 E2500.00:2500.00 ; set maximum instantaneous speed changes (mm/min)
M203 X14000.00 Y14000.00 Z1000.00 E6000.00:6000.00 ; set maximum speeds (mm/min)
M201 X1000.00 Y1000.00 Z500.00 E5000.00:5000.00 ; set accelerations (mm/s^2)
M906 X1680 Y1680 Z1000 E850:850 I70 ; set motor currents (mA) and motor idle factor in per cent
M84 S120 ; Set idle timeout
; Axis Limits
M208 X-60 Y0 Z0 S1 ; set axis minima
M208 X530 Y890 Z105 S0 ; set axis maxima
; Endstops
M574 X2 S1 P"io8.in" ; configure switch-type (e.g. microswitch) endstop for high end on X via pin io8.in
M574 Y2 S1 P"io1.in" ; configure switch-type (e.g. microswitch) endstop for high end on Y via pin io1.in
M574 Z1 S2 P"io6.in" ; configure switch-type (e.g. microswitch) endstop for low end on Z via pin io6.in
; Z-Probe
M558 P8 C"io6.in" H2 F500:100 I0 T100000 ; set Z probe type to switch and the dive height + speeds
G31 P200 X0 Y54.15 Z-9.83 ; set Z probe trigger value, offset and trigger height (Z-9.63)
M557 X12.5:453.5 Y55:885 P5:10 ; define mesh grid
;M376 H5 ; Hnnn Height (mm) over which to taper off the bed compensation
; Heaters
M308 S0 P"temp0" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin temp0
M950 H0 C"out1" T0 ; create nozzle heater output on out1 and map it to sensor 0
M307 H0 B0 R5.671 C91.1:73.0 D1.36 S1.00 V23.8 ; disable bang-bang mode for heater 0, set PWM limit and PID tuning parameters
M143 H0 S290 ; set temperature limit for heater 0 to 290C
M308 S1 P"temp1" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin temp1
M950 H1 C"out2" T1 ; create nozzle heater output on out2 and map it to sensor 1
M307 H1 B0 R4.471 C118.4:92.2 D1.53 S1.00 V23.9 ; disable bang-bang mode for heater 1, set PWM limit and PID tuning parameters
M143 H1 S290 ; set temperature limit for heater 1 to 290C
; Fans
M950 F0 C"out4" Q500 ; create fan 0 on pin out4 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"out5" Q500 ; create fan 1 on pin out5 and set its frequency
M106 P1 S1 H0 T45 ; set fan 1 value. Thermostatic control is turned on
M950 F2 C"out6" Q500 ; create fan 2 on pin out6 and set its frequency
M106 P2 S1 H1 T45 ; set fan 2 value. Thermostatic control is turned on
; Tools
M563 P0 S"T0" D0 H0 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
M563 P1 S"T1" D1 H1 F0 ; define tool 1
G10 P1 X0.2 Y0.3 Z0 ; set tool 1 axis offsets
G10 P1 R0 S0 ; set initial tool 1 active and standby temperatures to 0C
; Filament sensors
M591 D0 P3 C"io3.in" S1 R65:120 E5 A0 ; Magnetic rotating filament monitor connected to IO_3
M591 D1 P3 C"io4.in" S1 R65:120 E5 A0 ; Magnetic rotating filament monitor connected to IO_4
; Miscellaneous
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss
; Accelerometer
;M955 P0 C"spi.cs3+spi.cs2" I50 ; all wires connected to temp DB connector, Y pointing upwards
; Input shaping
M593 P"mzv" F25 ; Use MZV input shaping to cancel ringing at 25Hz