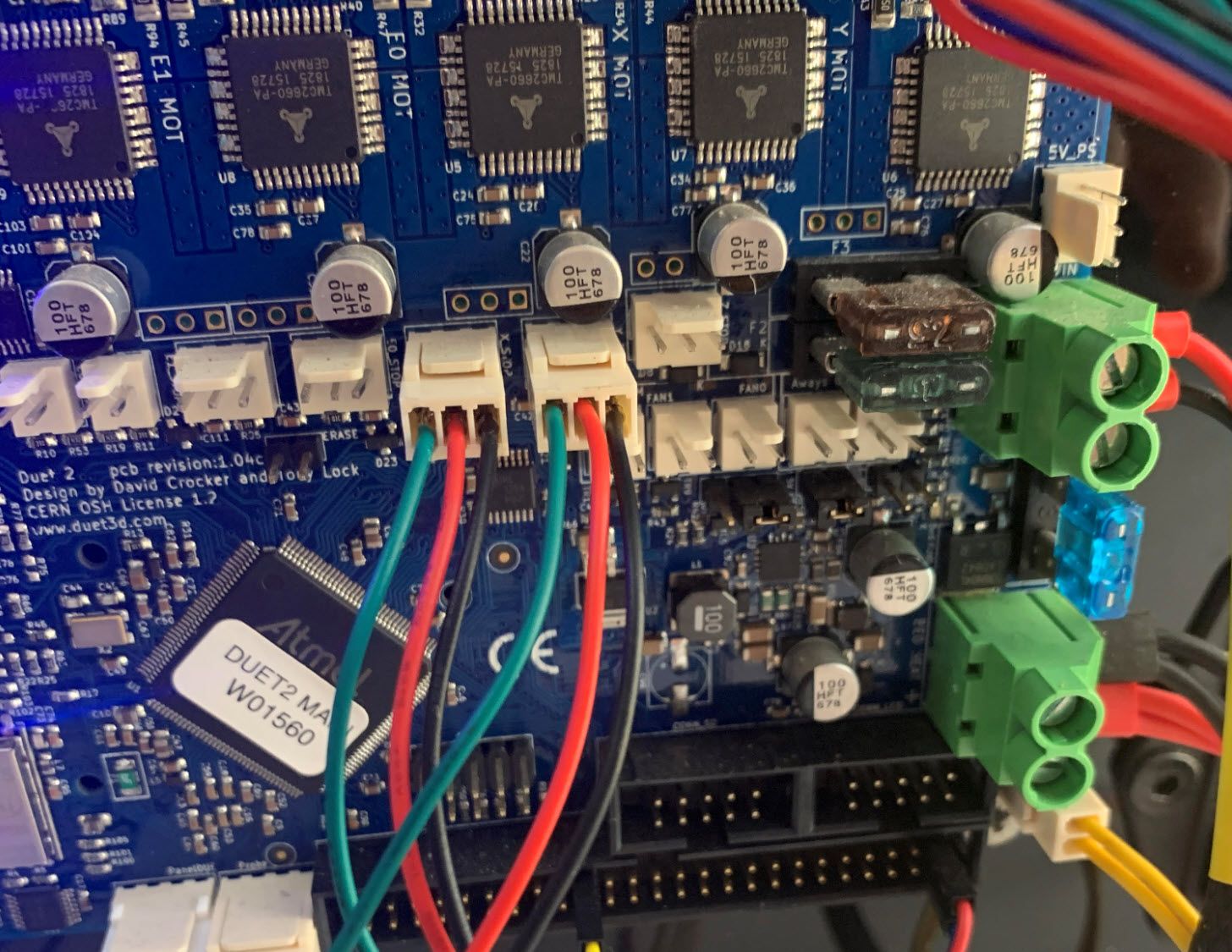
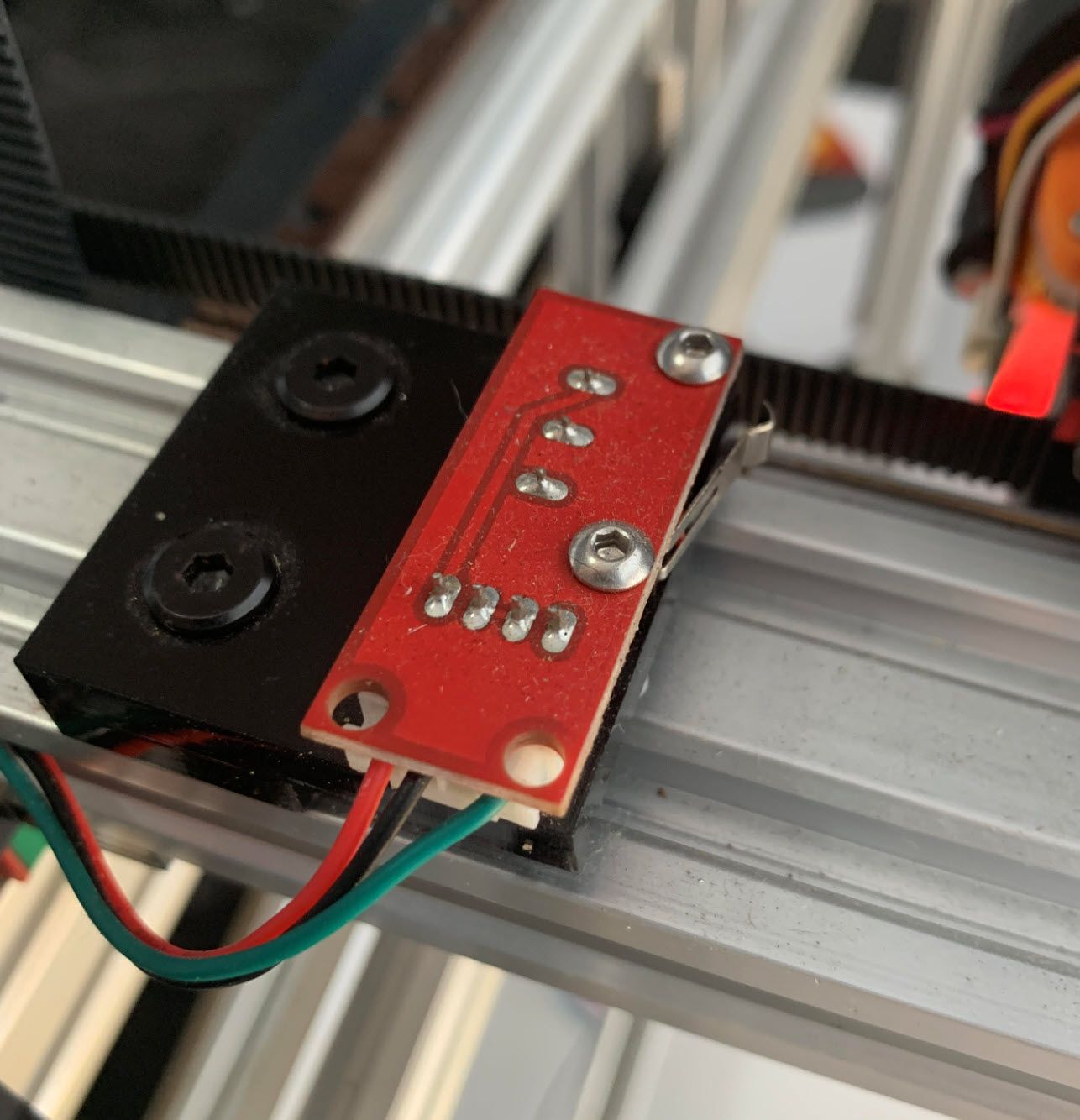
Endstops not working during homeing but light up on board
-
my config was already M574 X2 S1 P"!xstop. I took out the ! and tried it but it gave the exact same results. There are no leads cut on the endstops and they test correctly by manually pushing them. I have some more of these endstops I can throw on or I have no problem buying different ones if you guys think that will correct the issue.
-
do the endstops work with 3.3v? they are designed for 5V
-
Adding to this. The axis seem to be backwards as noted. After I home I can jog but -X on PanelDue goes right, X goes left. I can also only go as far left as the origin of the head was when I originally homed if that makes any sense.
-
There are other threads with these endstops so I'm only assuming they work.
I sent M119 and got 'Not Stopped' for all. Then I manually pressed X, sent M119 and got 'At max stop', same for Y. I guess this means it's functioning correctly? Something in the config then?
-
@resh said in Endstops not working during homeing but light up on board:
Then I manually pressed X, sent M119 and got 'At max stop', same for Y. I guess this means it's functioning correctly?
that means you swapped x and y cables just swap the connectors on the board.
-
@Veti I didn't explain that well. They reported back correctly. I held X and it reported 'at max stop' and Y,Z said 'not stopped'. When I did Y it said 'at max stop' and X,Z said 'not stopped'. Unless I'm missing something.
Also, why do I have a homedelta.g folder in my directory? I selected Cartesian during the reprap config.
-
you tested with your finger. can you test with the actual carriage if that also triggers the endstop?
-
@Veti Yes, the carriage is physically touching the endstops correctly.
-
Pressing 'home all' which I haven't done after re-config moves everything away from the limit switches. I have to stop it before it crashes but at least it moves more than just homeing one axis at a time.
-
do very first that your movement directions are correct.
set a position with G92 X50 Y50 and test with small directional movements
-
@Veti Thanks for hanging with me here.
I input that code and jogged and X, Y are opposite. I'll press X-10 on the paneldue and it goes right, X10 and it goes left. Same with Y, it's backwards. Y-10 goes backwards, Y10 goes forwards.
-
Fixed the directions by changing S1 to S0 in config for P0 and P1.
-
X and Y now home correctly. Need to gather myself before I have the guts to try Z.
-
-
@Veti My Z is on dual steppers with lead screws. I can send a +5 and it moves the bed downwards. I believe this is correct? I have a CNC and I think it's opposite of that.
-
+ is away from the nozzle - is towards the nozzle -
I'm on to the BLTouch for Z. I'm trying to do a little homework before 100 questions on here. This is from the setup page.
"Ensure in your config-override.g file (in the /sys folder of the SD card) does not contain an M307 H3 command that overrides the above configuration"
I don't see the config.overrrid.g via DWC. Is this something I need to add? Also, Can I not add folders etc.. directly to the SD via DWC? There are other instructions in this that call for /sys folder in SD card.
-
thats fine. its for the case that you have one.
the sys folder already exists and that is where the config.g for example is located.
-
I got it to home all, BLTouch deploys and touches and all is good. Slight issue with where it probes, or thinks it probes, but I'll research before I post more. Thanks again for all the help.
-
@resh Probably should make another thread for this, if so let me know. As mentioned, my home all is working now but the XY coordinates are slightly off during Z probe. The code calls for the nozzle to go to X15 and Y15. The X15 is almost spot on but the Y is off by about 10mm. I have set the G31 offset for BLTouch. It seems like the discrepancies in the G1 X15 Y15 line are related to the placement of my endstops. My X is closer to the bed than my Y. Probably just coincidence.
called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.2.3 on Fri Feb 26 2021 10:46:02 GMT-0500 (Eastern Standard Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X315 Y315 F1800 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 H2 X-5 Y-5 F6000 ; go back a few mm
G1 H1 X315 Y315 F360 ; move slowly to X and Y axis endstops once more (second pass)
G90 ; absolute positioning
G1 X15 Y15 F6000 ; go to first bed probe point and home Z
G30 ; home Z by probing the bed