First Layer and Extrusion Problems
-
so, i tried this bed.g:
G30 P0 X330 Y250 Z-99999 ; Probe near the front left lead-screw G30 P1 X165 Y0 Z-99999 ; Probe near the rear lead screw G30 P2 X0 Y250 Z-99999 S3 ; Probe near the front right lead-screw G30 P0 X330 Y250 Z-99999 ; Probe near the front left lead-screw (Second Pass) G30 P1 X165 Y0 Z-99999 ; Probe near the rear lead screw (Second Pass) G30 P2 X0 Y250 Z-99999 S3 ; Probe near the front right lead-screw (Second Pass) G91 ; Switch to relative positioning moves G1 H2 Z5 F8000 ; Drop the Z axis (the bed) by 5mm relative to its current position G90 ; Revert back to absolute positioning moves G1 X160 Y155 F8000 ; Position the nozzle at the centre of the bed G30 ; Probe and set the height as probed G29 S1 P"heightmap.csv" ; Load the height map -
again its not a good idea to do more than it is intended in the bed.g and other config files.
just create a macro that does
G32
G32
G28 Z
G29 S1 P"heightmap.csv" -
To my setup:
At the moment I use the Bltouch, but I could change the sensor to a capacitive on for testing purposes.
-
@fcwilt you are right, I meant probe. It's all a bit confusing in the beginning
")
-
@Veti what do you mean with the macros. Do you have for every command an extra makro?
-
@fcwilt said in First Layer and Extrusion Problems:
@CaLviNx said in First Layer and Extrusion Problems:
You posted an example that stated "nozzle". I therefore assumed you meant "nozzle".
I cannot read your mind and can only go by what you posted.
When trying to help a beginner learn how to do things I think it best to be clear in what you are telling them to do.
Telling them to center the nozzle when you mean probe is not my idea of being clear.
Frederick
and still you are pedantically grasping at straws......
if we got it work and being within 10mm of the bed centre, i would call that a result...... and besides the point there is still NO NEED to add a macro to send the "probe/nozzle" to the centre of the bed when you can 100% do it from the home files.
telling a beginner to add unnecessary files in not that helpful..
-
An operational homeall.g to place the head/probe/nozzle (whatever you pedantically wish to call it) in the centre of the bed with NO NEED for a macro
; homeall.g ; ; called to home all axes ; G91 ; Switch to relative positioning moves G1 H2 Z5 F6000 ; Drop the Z axis (the bed) by 5mm relative to it's current position G1 H1 X-350 F6000 ; Fast travel the X axis close to it's endstop & stop G1 H2 Z-5 F6000 ; Raise the Z axis (the bed) by 5mm relative to it's current position G1 H0 X175 F6000 ; Fast Travel the X axis to the centre of the bed G1 H2 Z5 F6000 ; Drop the Z axis (the bed) by 5mm relative to it's current position G1 H1 Y-350 F6000 ; Fast travel the Y axis close to it's endstop & stop G1 H2 Z-5 F6000 ; Raise the Z axis (the bed) by 5mm relative to it's current position G1 H0 Y170 F6000 ; Fast Travel the Y axis to the centre of the bed G90 ; Revert back to absolute positioning moves G30 ; Raise the Z axis (the bed) and stop when probe is triggered and set Z to the trigger height -
@CaLviNx said in First Layer and Extrusion Problems:
and besides the point there is still NO NEED to add a macro to send the "probe/nozzle" to the centre of the bed when you can 100%
Not completely true.
There are other times when you need to set the Z=0 datum such as when creating a height map or loading it.
It is important to use the same probe point. The macro I use insures that the same point is used in every case. There is no chance for a typo or my faulty memory to cause a problem.
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@Frederik said in First Layer and Extrusion Problems:
@fcwilt you are right, I meant probe. It's all a bit confusing in the beginning
I understand which is why I strive to be as clear as I can and not say things that are potentially confusing or abiguous - and yet it still happens.
-
Sorry but if you are using x3 leadsrews it would naturally be good practice to be initiating the bed.g file after homing and then applying the correction and after that correction has been applied you would have the head/probe/nozzle RE-Probe in the centre to re-establish the datum before printing commences.
-
For example everything gets done at once
; bed.g ; ; called to perform automatic bed compensation via G32 ; G28 ; Home all G30 P0 X2 Y-2 Z-99999 ; Probe near the front left lead-screw G30 P1 X152 Y278 Z-99999 ; Probe near the rear lead screw G30 P2 X290 Y-2 Z-99999 S3 ; Probe near the front right lead-screw G30 P0 X2 Y-2 Z-99999 ; Probe near the front left lead-screw (Second Pass) G30 P1 X152 Y278 Z-99999 ; Probe near the rear lead screw (Second Pass) G30 P2 X290 Y-2 Z-99999 S3 ; Probe near the front right lead-screw (Second Pass) G91 ; Switch to relative positioning moves G1 H2 Z5 F8000 ; Drop the Z axis (the bed) by 5mm relative to its current position G90 ; Revert back to absolute positioning moves G1 X160 Y155 F8000 ; Position the nozzle at the centre of the bed G30 ; Probe and set the height as probed G29 S1 P"heightmap.csv" ; Load the height map -
@CaLviNx said in First Layer and Extrusion Problems:
For example everything gets done at once
Yes if you do everything in bed.g you are having the probe point only specified in that one location.
But not everyone does it that way. I certainly don't.
My bed.g file only auto-levels the bed and sets the Z=0 datum.
But there are other times when setting the Z=0 datum is important.
For example I have more than one height map that is loaded depending on the state of a fan name that I am current using in lieu of variables.
The macro that loads the height map uses a few others macros. One configures the probe, one positions the probe to bed center, one does the probing.
To position the probe to bed center I don't have to remember the correct XY values I simply call the macro and it does the math and positions the probe.
Frederick
-
so does that one above......................
-
@CaLviNx said in First Layer and Extrusion Problems:
so does that one above......................
But if you have to set the Z=0 datum somewhere else you have to remember to use those same values.
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
so i hope i changed everything accordingly.
after i run a mesh i got this hightmap
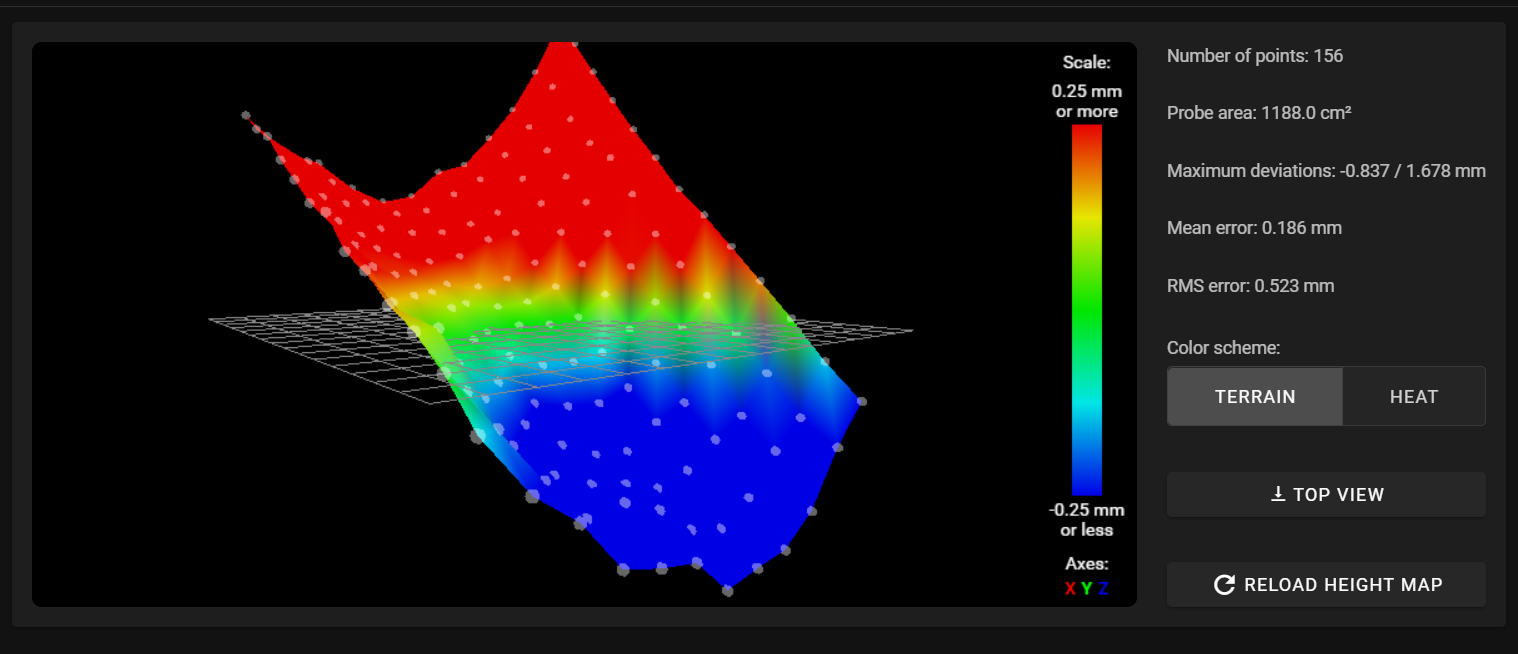
and this the consol putput:
20.11.2020, 22:08:00 G32 Leadscrew adjustments made: 0.283 0.880 0.293, points used 3, (mean, deviation) before (0.453, 0.263) after (-0.000, 0.000) Leadscrew adjustments made: -0.044 0.333 -0.061, points used 3, (mean, deviation) before (0.053, 0.172) after (-0.000, 0.000) Height map loaded from file heightmap.csv 20.11.2020, 22:05:43 G29 156 points probed, min error -0.837, max error 1.678, mean 0.186, deviation 0.523 Height map saved to file heightmap.csv -
@fcwilt said in First Layer and Extrusion Problems:
But if you have to set the Z=0 datum somewhere else you have to remember to use those same values.
Frederick
why would a beginner (as it was you that put the beginner thing out there) require to be going down the route of setting a Z=0 elsewhere ?
-
do you have a picture of your setup ? (as in the printer itself)
-
@CaLviNx


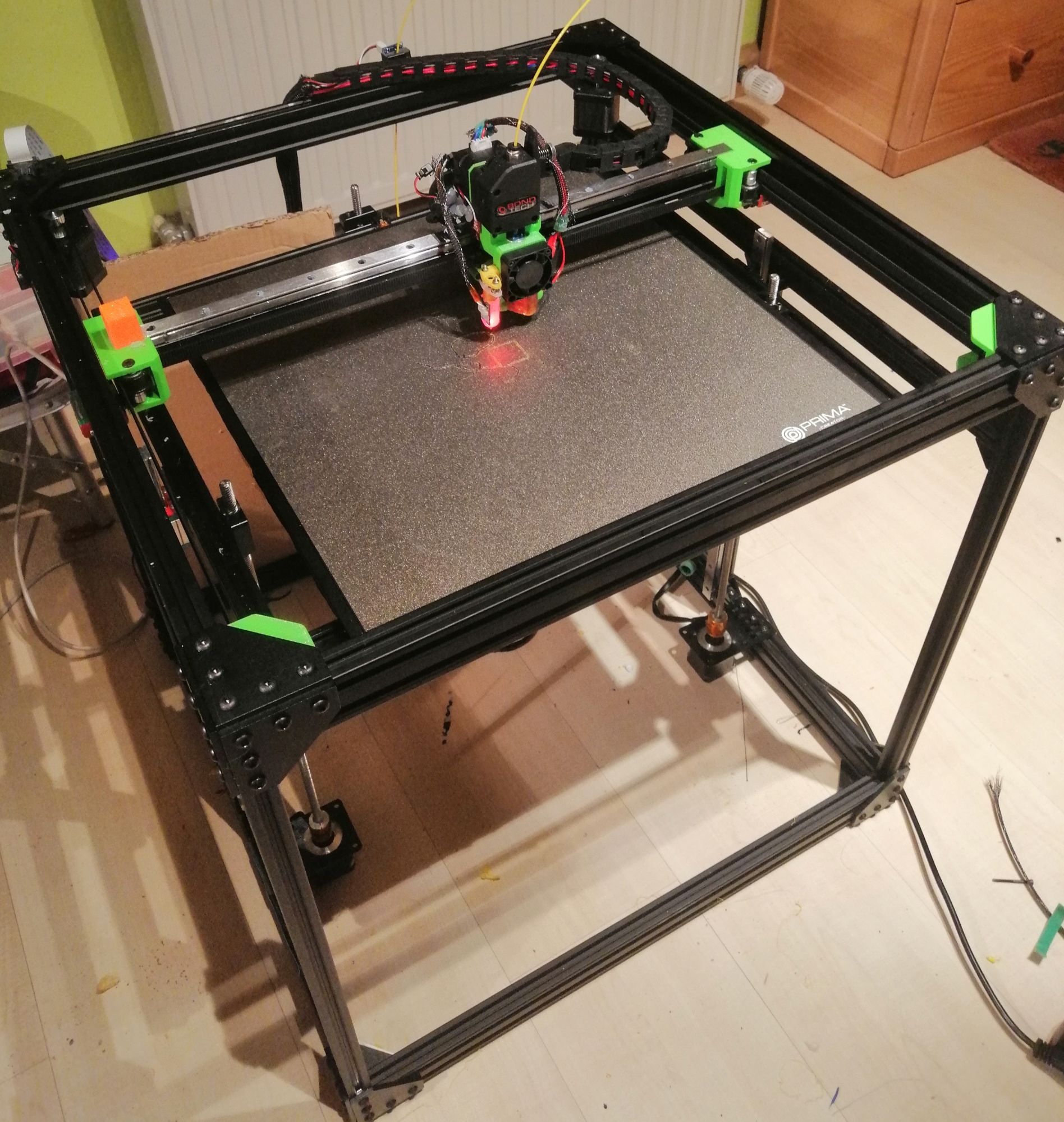
My Printer is a Ratrig VCore Pro Kit with the EasyMod and EVA Carriage.
I startet my journey into 3d printing around 4 weeks ago with Information gathering etc...
... And 4 days ago, I finished the build. -
if it was me I would firstly tension the bed to bed frame springs, then measure them and make they all the same height, perpendicular to the bed frame.
Then I would home all with the final homing of Z axis taking place with the probe located at the bed centre.
Then I would have the printer carry out a G32 (more than once) NOTHING else, and allow it to "level" the bed/frame using the three lead screws, and allow it to apply those corrections .
Then carry out a single G30 probing at the centre of the bed to re-establish the datum point.
Then finally carry out a G29 and see what it comes up with.
You need to remember level doesnt mean flat..... and dont get too hung up on the graphic look at the amount of deviation you have.
how many linear rails does the z axis run on ?
-
@CaLviNx Ok, i will test this in the morning.
I have 2 Linear Rails on z ( left + right in the middle ). The Leadscrews are ~ 6 cm in front of them