After Micro swiss DD upgrade,Extruder skips steps
-
you have to decide that by yourself if you are happy with the result.
-
it looks great !
but one question why with slicer retraction i have 1.5mm and with firmware retract i have 0.25mm ?
the distance are good ,now i will check with speed right ?
-
yes you can, but 35mm/sec is a good speed for retraction
-
-
i want print the benchy but the first layer adhesion is terrible what i can do now ? before it was all good
-
can you post a picture of the result?
-
I dont have adhesion for the first layer so i dont have printed
Indint know if i calibrate the EM again or z-offset
-
Clean the bed maybe?
-
@Phaedrux allready done with iso....
I will check this


-
Wish I had of caught this post before you went through everything. The MicroSwiss DD can't use a pancake style motor. This is due to the MS DD not being geared. Use a 42-34 Nema 17.
I ran through all the same problems and was immediately fixed by putting the stock motor on, a 42-34.
CR10S, August 2018
Anycubic Photon S December 2019
Ender 5 Feb 2020
Ender 5 Plus May 2020
Anycubic Photon Mono X Nov 2020
~
https://3dimensiongames.com/ -
you are right @RyanP
-
@RyanP i have the original one here 42-40
-
so this my result after frimware retraction setup,if you have somthing to make the print better tell me how
")
i have printed faster and other widht
my actual config.g
; Configuration file for Duet WiFi (firmware version 1.21) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v2 on Tue May 07 2019 23:06:50 GMT+0100 (British Summer Time) ; General preferences G90 ; Send absolute coordinates... M83 ; ...but relative extruder moves ; Network M550 P"Ender 5" ; Set machine name M552 S1 ; Enable network M586 P0 S1 ; Enable HTTP M586 P1 S0 ; Disable FTP M586 P2 S0 ; Disable Telnet ; Drives M569 P0 S1 ; Physical drive 0 goes forwards M569 P1 S1 ; Physical drive 1 goes forwards M569 P2 S0 ; Physical drive 2 goes backwards M569 P3 S1 ; Physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.20 Y80.12 Z794.04 E277.89 ; set steps per mm M566 X900.00 Y900.00 Z60.00 E4000.00 ; Set maximum instantaneous speed changes (mm/min) M203 X15000.00 Y15000.00 Z600.00 E8000.00 ; Set maximum speeds (mm/min) M201 X500.00 Y500.00 Z200.00 E8000.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E1400 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; Set axis minima M208 X220 Y220 Z300 S0 ; Set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ;Filament Sensors M591 D0 P2 C"!e0_stop" S1 ;Extruder 1(0) M950 S0 C"exp.heater7" ; create servo pin 0 for BLTouch M558 P9 C"^zprobe.in" H3 F60 T6000 A10 R0.75 S0.003 ; set Z probe type to bltouch and the dive height + speeds G31 P500 X41.2 Y4.5 Z2.498 ; set Z probe trigger value, offset and trigger height M557 X41.2:221.2 Y4.5:219.5 S20 ; define mesh grid M671 X28.8:198.8:198:28.8 Y24:24:194:194 ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T98801 B4185 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M143 H1 S300 ; set temperature limit for heater 1 to 300C M307 H1 B0 S1.00 ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 ; Define tool 0 S3D ;M563 P0 D0 H1 F0 ; Für Prusa Slicer G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C ; Automatic saving after power loss is not enabled ; Custom settings are not configured M575 P1 S1 B57600 ; enable support for PanelDue M572 D0 S0.05 ; Pressure Advance M207 P0 S0.25 R0 F2100 T2100 Z0 ; Firmware Retraction M204 P500 T2000 M501Changed only this the rest are the same as i posted before:
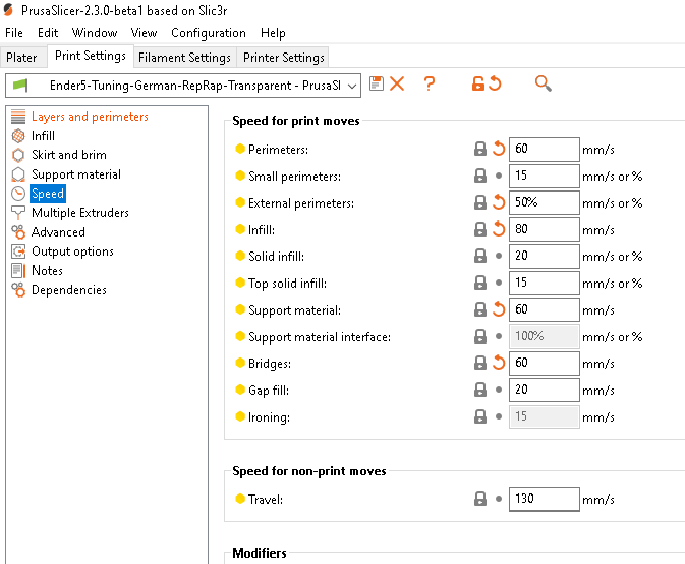
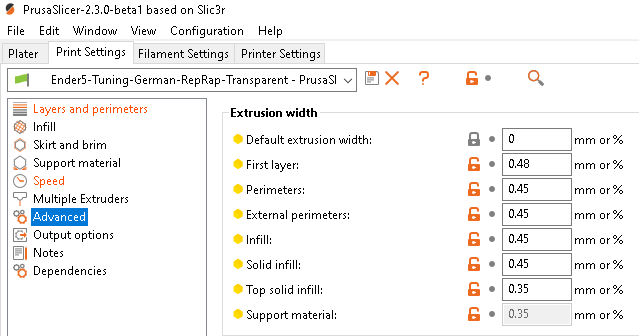
Slicer settings:
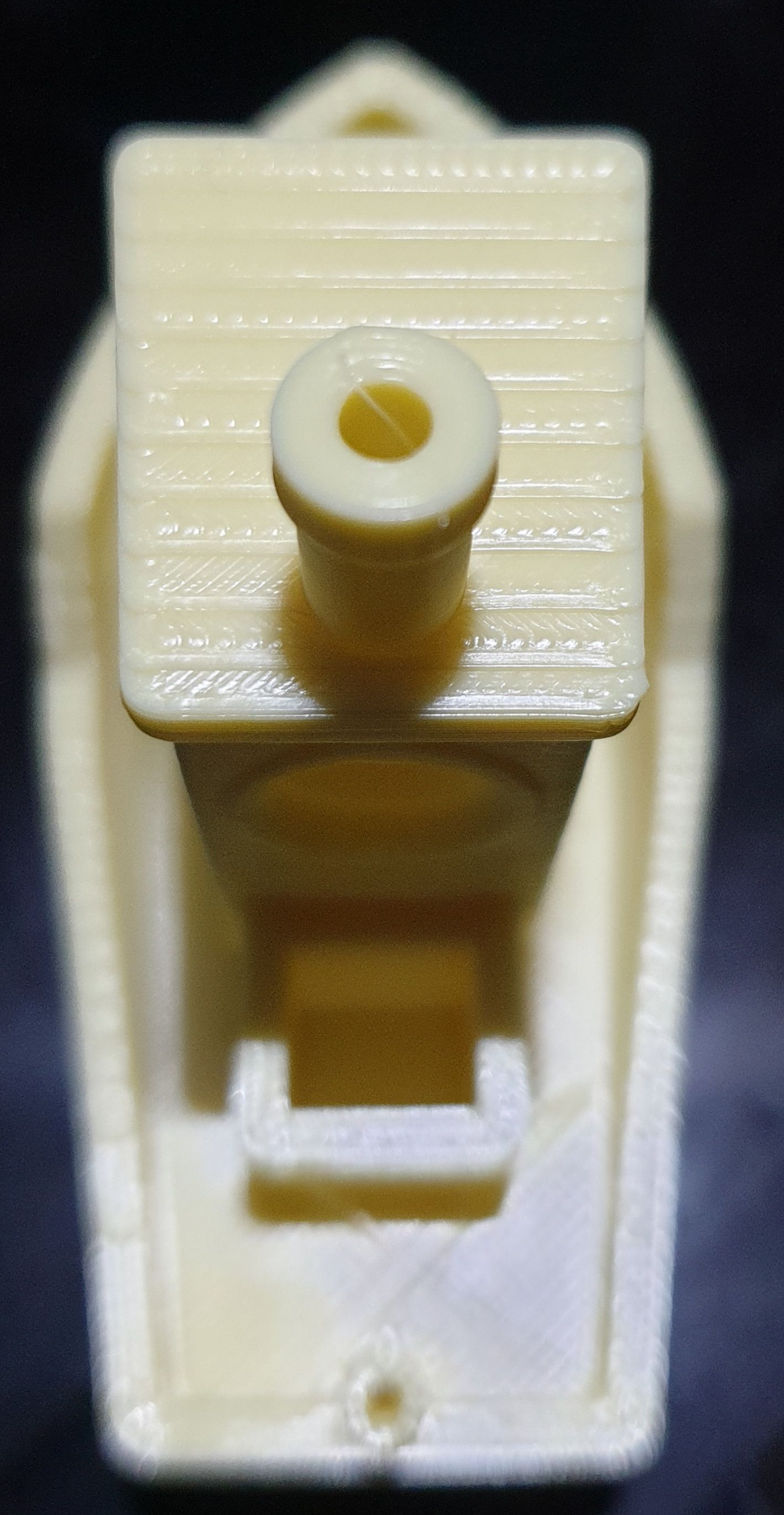
Benchy:








-
that look good
-
Looking very good. The benchy hull line is a known artifact, likely due to cooling shrinkage.
-
@Phaedrux ok i will read it.
It can be because i have only 40% partfan because i use Petg.
-
thats a petg print? for that its very good.
-
@Veti yes its petg
-
which manufacturer of petg?
-
@Veti Filatex3D