After Micro swiss DD upgrade,Extruder skips steps
-
@Veti yeah it looks interessting.
The old Motor habe 1.8 and the New one have 0.9 die i change somthing on duet for the New motor ?
-
@lui2004 said in After Micro swiss DD upgrade,Extruder skips steps:
The old Motor habe 1.8 and the New one have 0.9 die i change somthing on duet for the New motor ?
yes, double the e steps
-
You'll want to change the motor current to something like 1.4A to start with for that one (M906 E1400) and E-steps in the config (M92 Exxx), doubling what you have will get you in the ballpark. If you don't want to fiddle with the extrusion factor often you will want to fine tune your extruder after the change to dial in the exact steps per mm. (ex: Triffid's E-steps fine tune) since it'll change your flow rate.
-
Thanks for All your Help this forum is super 1a
")
Another to Double the steps is for x16 is it more accurate for extruder to make x128 ?
Thanks a lot
-
@lui2004 said in After Micro swiss DD upgrade,Extruder skips steps:
is it more accurate for extruder to make x128 ?
In some very specific cases where there is very small amounts of extrusion it can help, but in normal cases, no. Stick with x16 and interpolation. Using a 0.9 degree motor and a geared extruder should already get you up to around 800 steps per mm which is a lot of resolution without even changing microsteps which aren't as accurate anyway.
-
@Phaedrux my E-Steps is : E137.78 and for the new Steper that i order the E-Step is Double also 275.56, make somthing wrong ? you wrote somthing about 800 steps

-
800 steps are for 0.9 + bmg extruder.
i would suggest that you start with x16.
print a benchy
change to x128 and print the same benchy with the same filament and same settings.
compare the print and decide for yourself if the print quality has increased. -
@lui2004 said in After Micro swiss DD upgrade,Extruder skips steps:
you wrote somthing about 800 steps
it was just an example, sorry for the confusion.
For what it's worth, I use x64 microstepping on my Ender 3 to get the steps per mm up a bit on the stock extruder.
-
@Phaedrux no problem
I have mount today the New stepper and the prints looks a lot better.

I got a free runout filament sensor and i have connect it on E0 stop but i dont know how to make the M591 for RepRapFirmware for Duet 2 WiFi/Ethernet 3.1.1 (2020-05-19b2)
Ps: i got it i must switch the Red and Black wire
Thanks
-
@lui2004 said in After Micro swiss DD upgrade,Extruder skips steps:
I got a free runout filament sensor and i have connect it on E0 stop but i dont know how to make the M591 for RepRapFirmware for Duet 2 WiFi/Ethernet 3.1.1 (2020-05-19b2)
See here https://duet3d.dozuki.com/Wiki/Connecting_and_configuring_filament-out_sensors and here https://duet3d.dozuki.com/Wiki/Gcode#Section_M591_Configure_filament_sensing
-
ok thanks i have install it with success !
i connected on E0_stop and insert M591 in my config like this:
;Filament Sensors
M591 D0 P2 C"!e0_stop" S1 ;Extruder 1(0) -
Last question

I want convert the x axis with linear rails mgn12 bit i dont found nothing for mounting for micro swiss direct drive, anyone habe a link to stl file?
Thanks in advance


-
-
after i have changed the steppermotor this is my first benchy
i have a lot of stringingmy benchy:
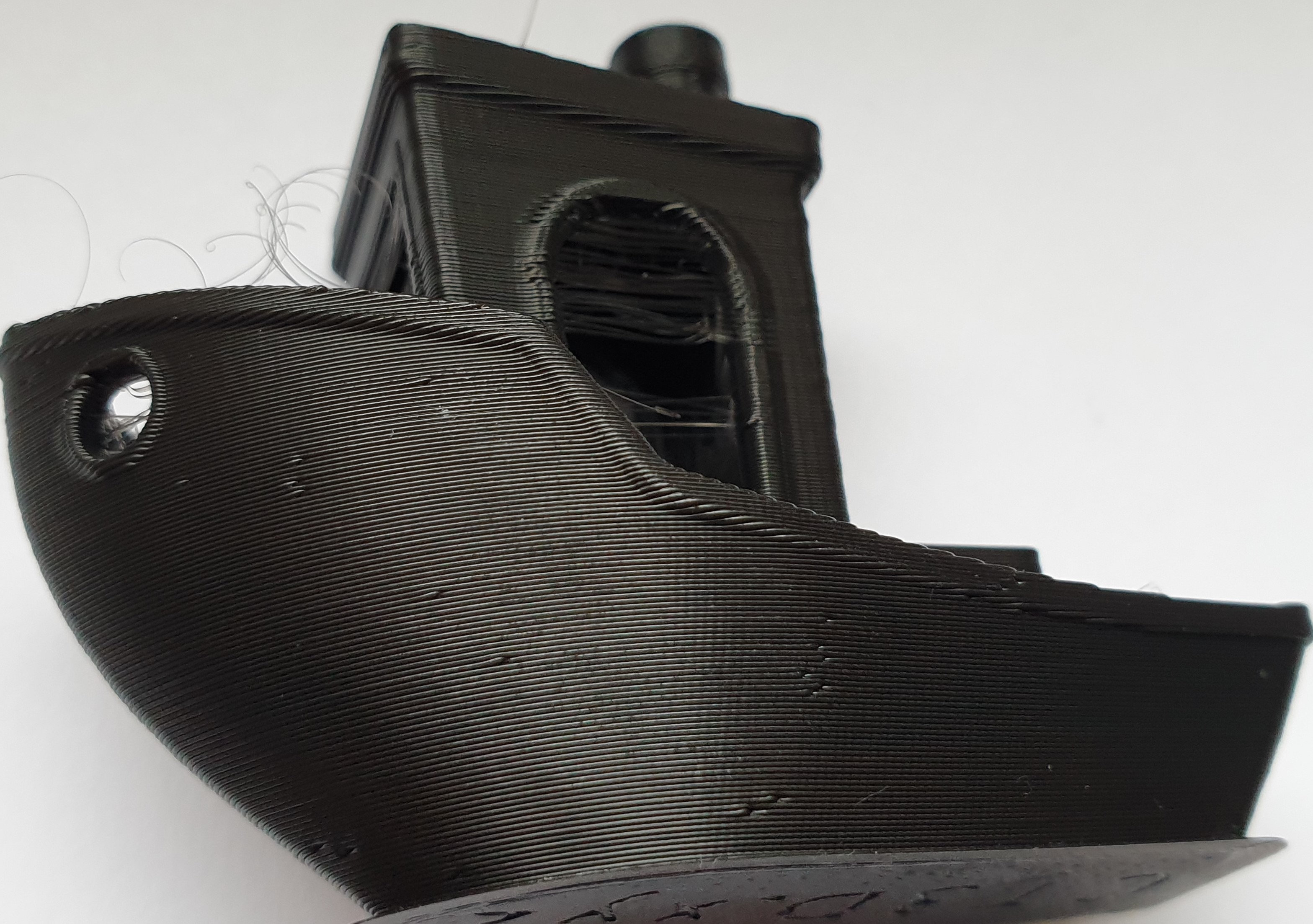




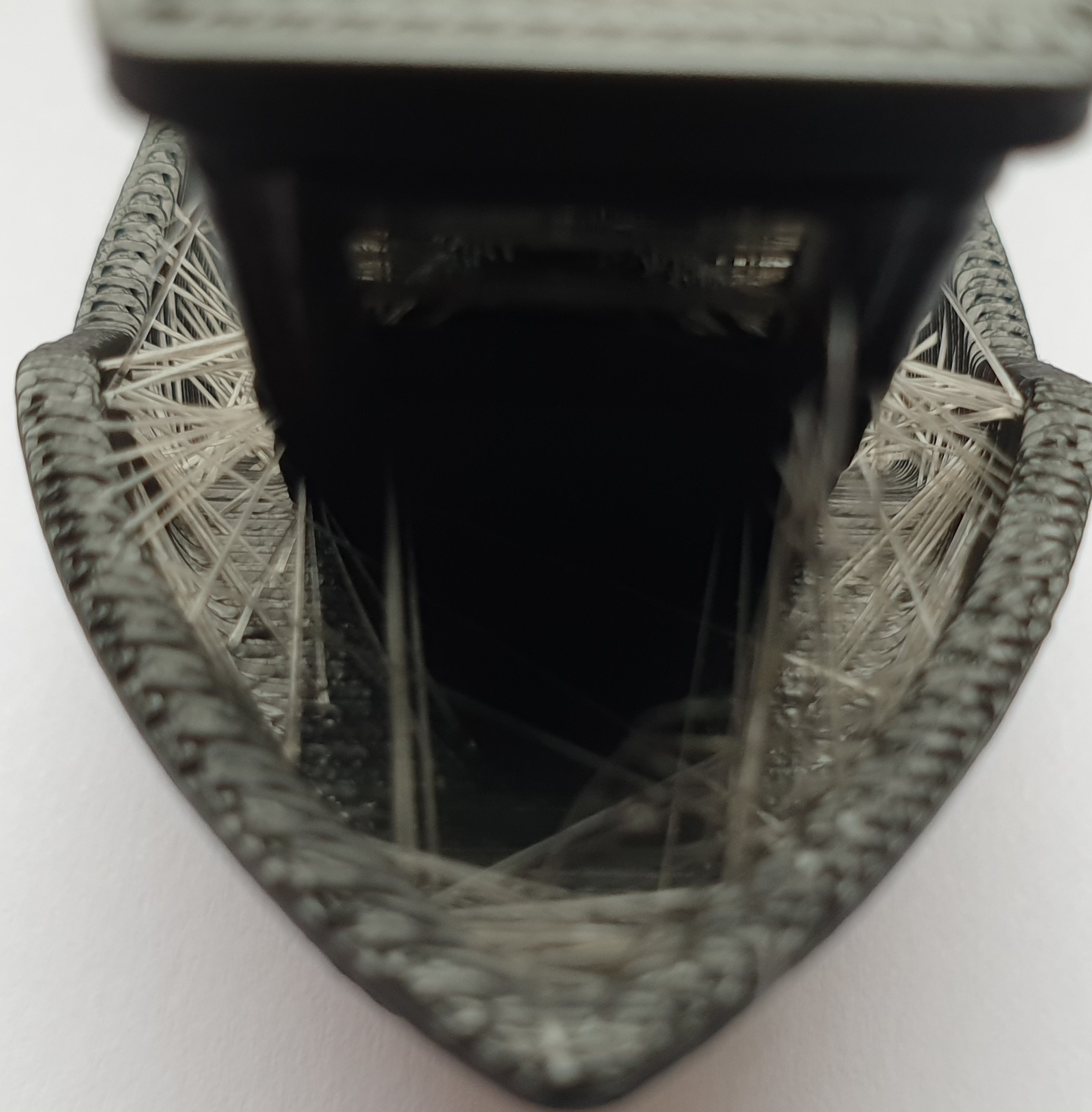
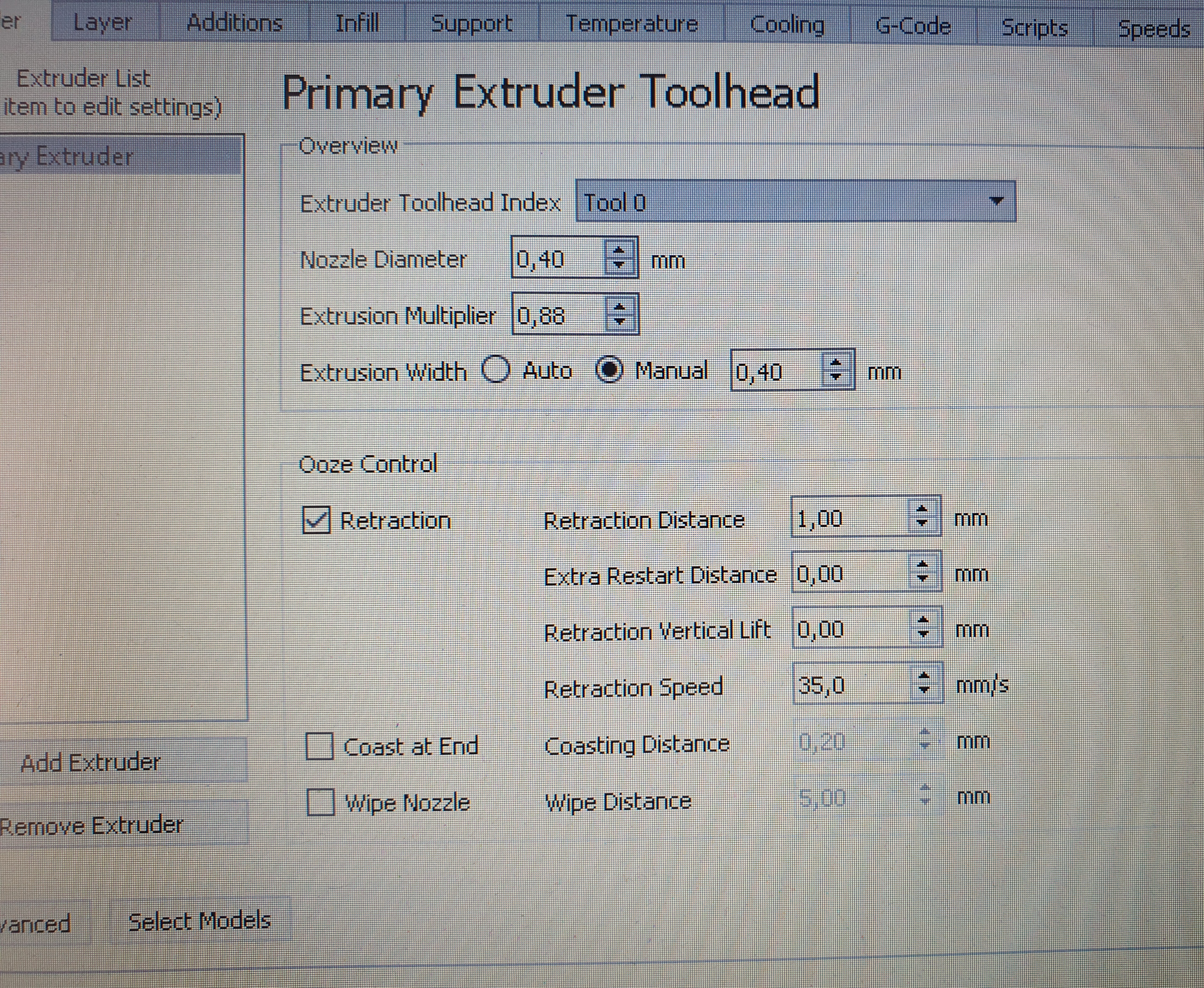
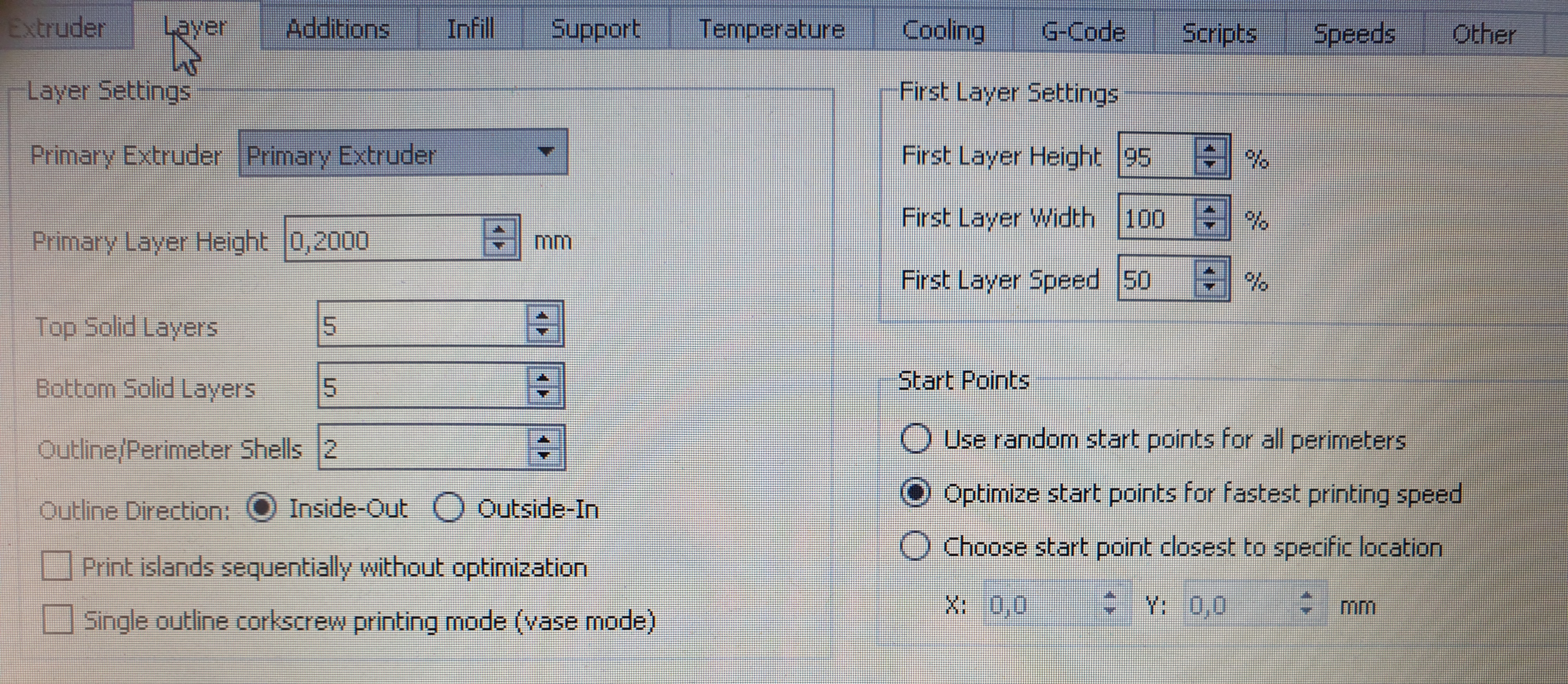
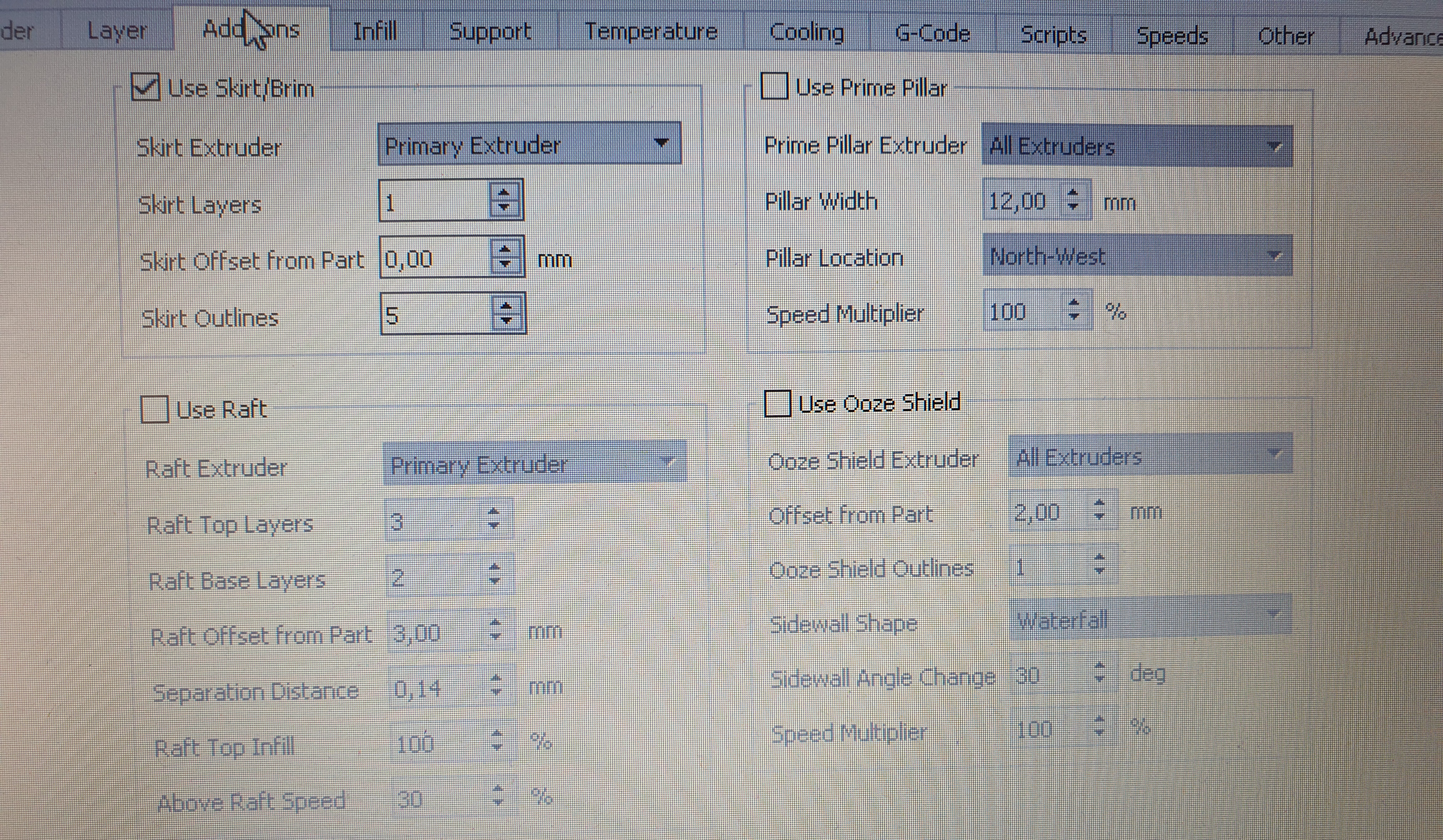
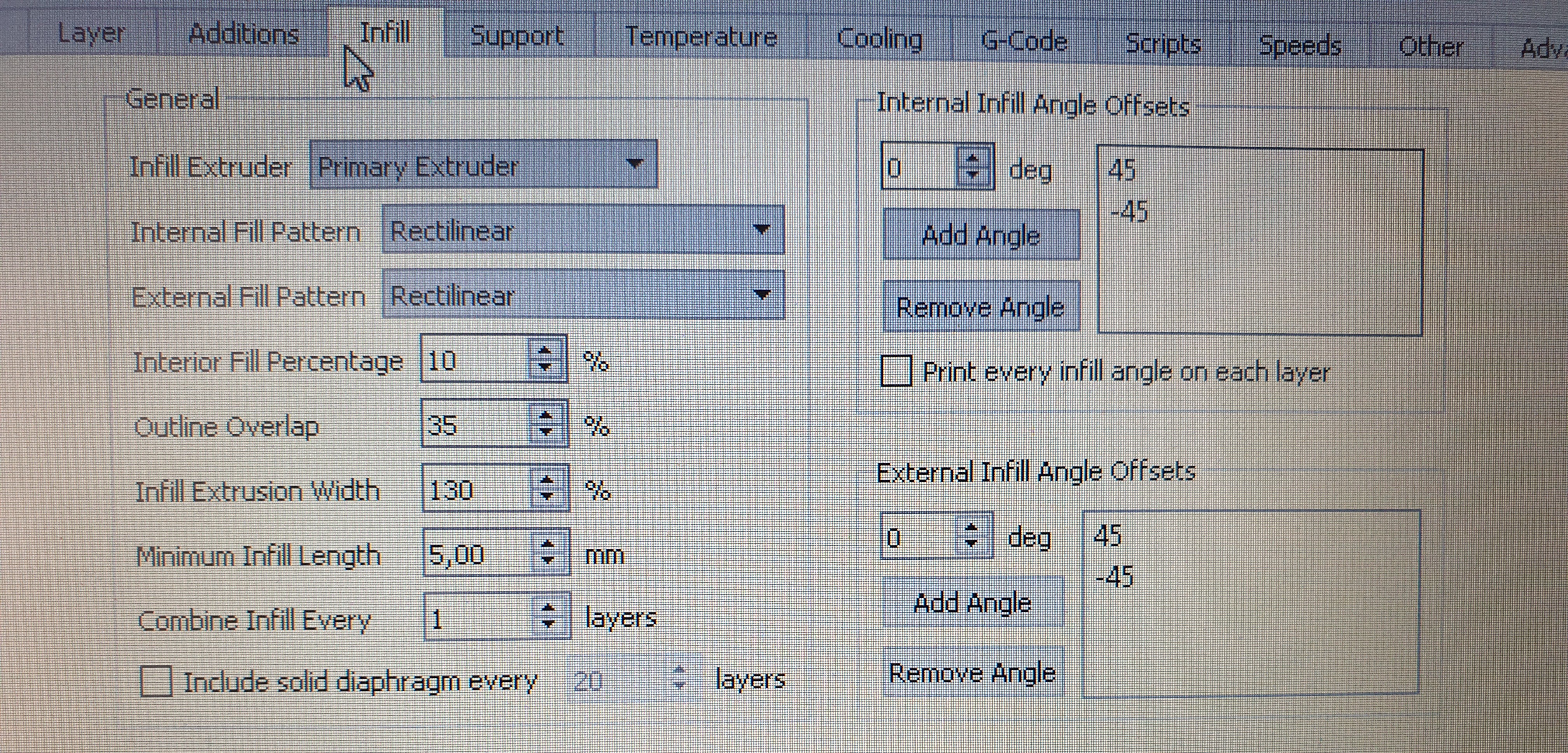
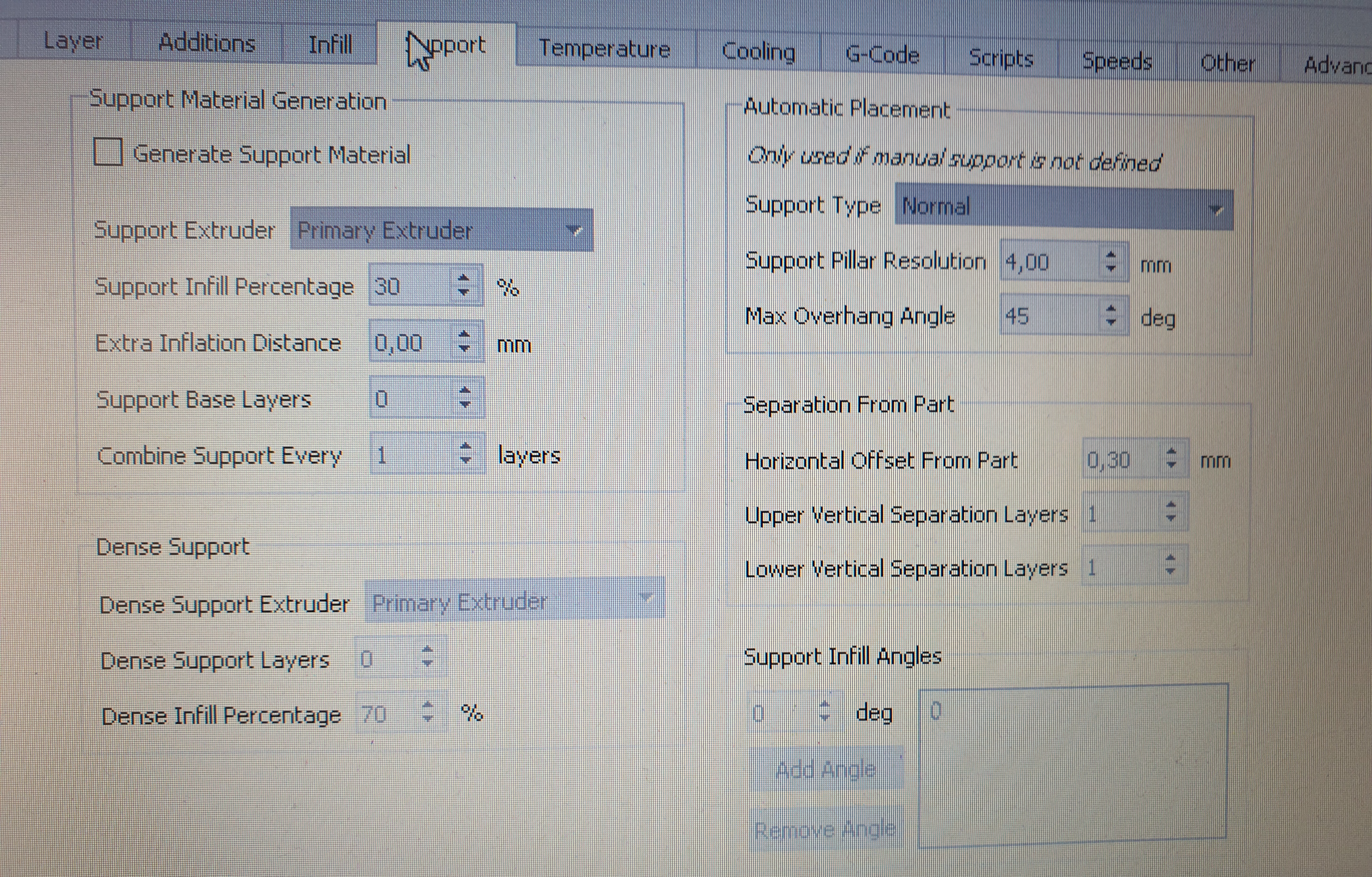
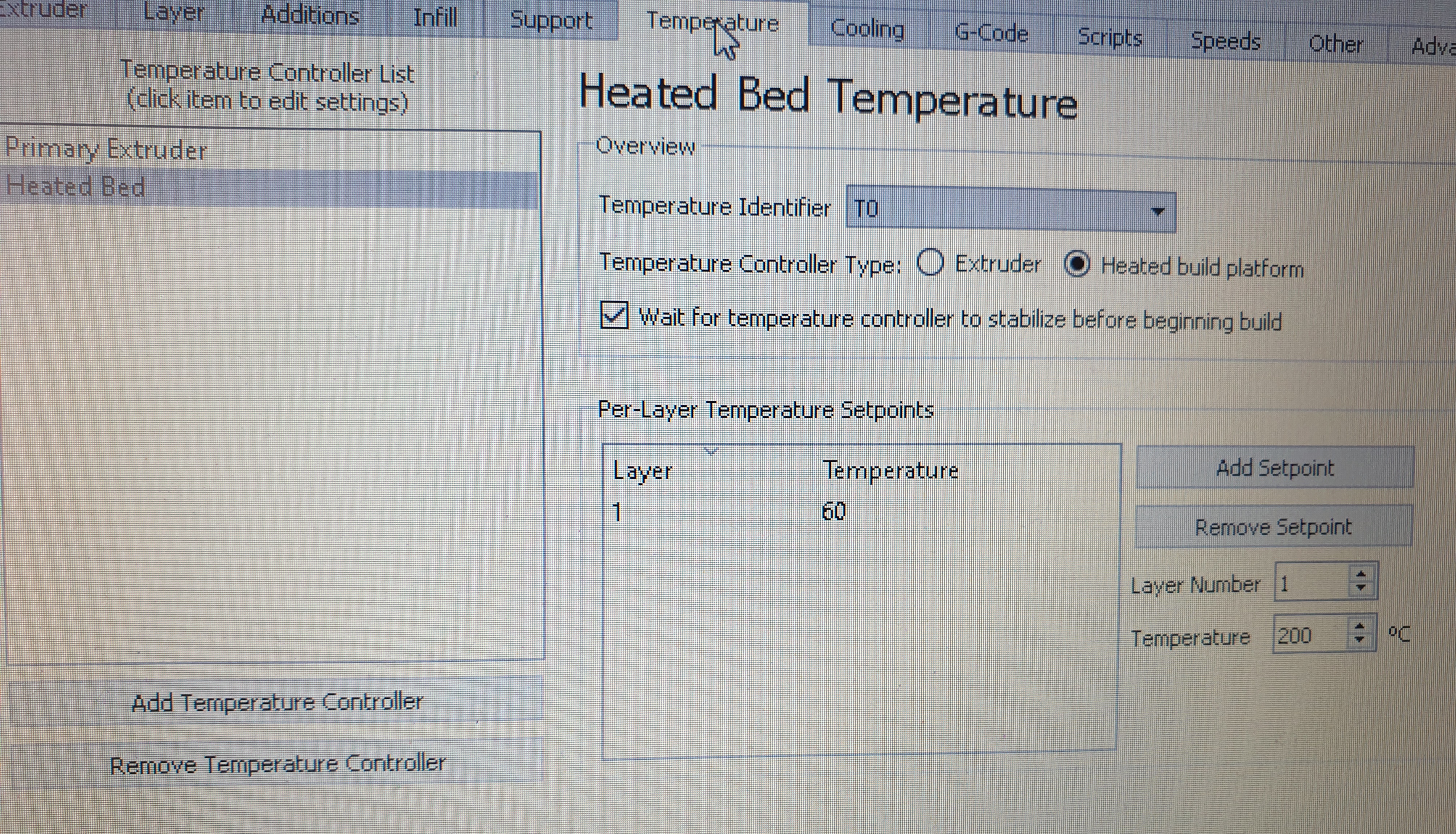
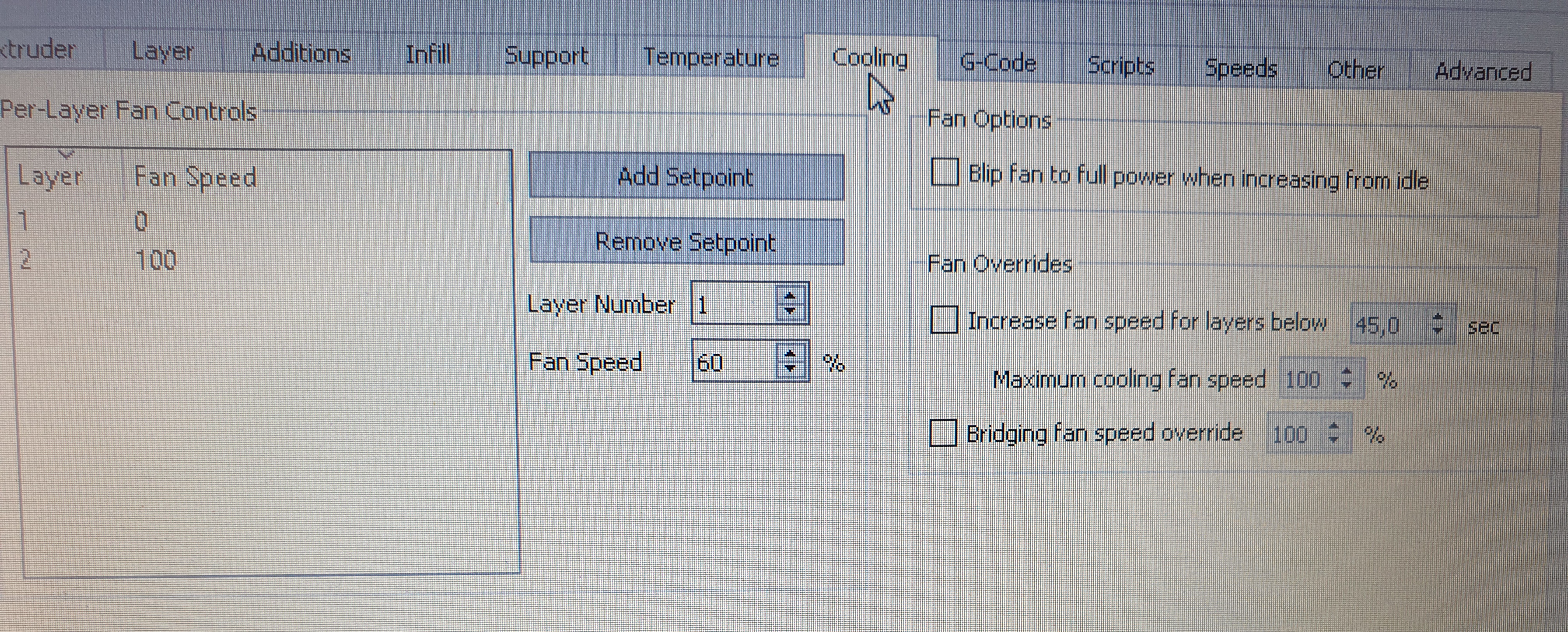
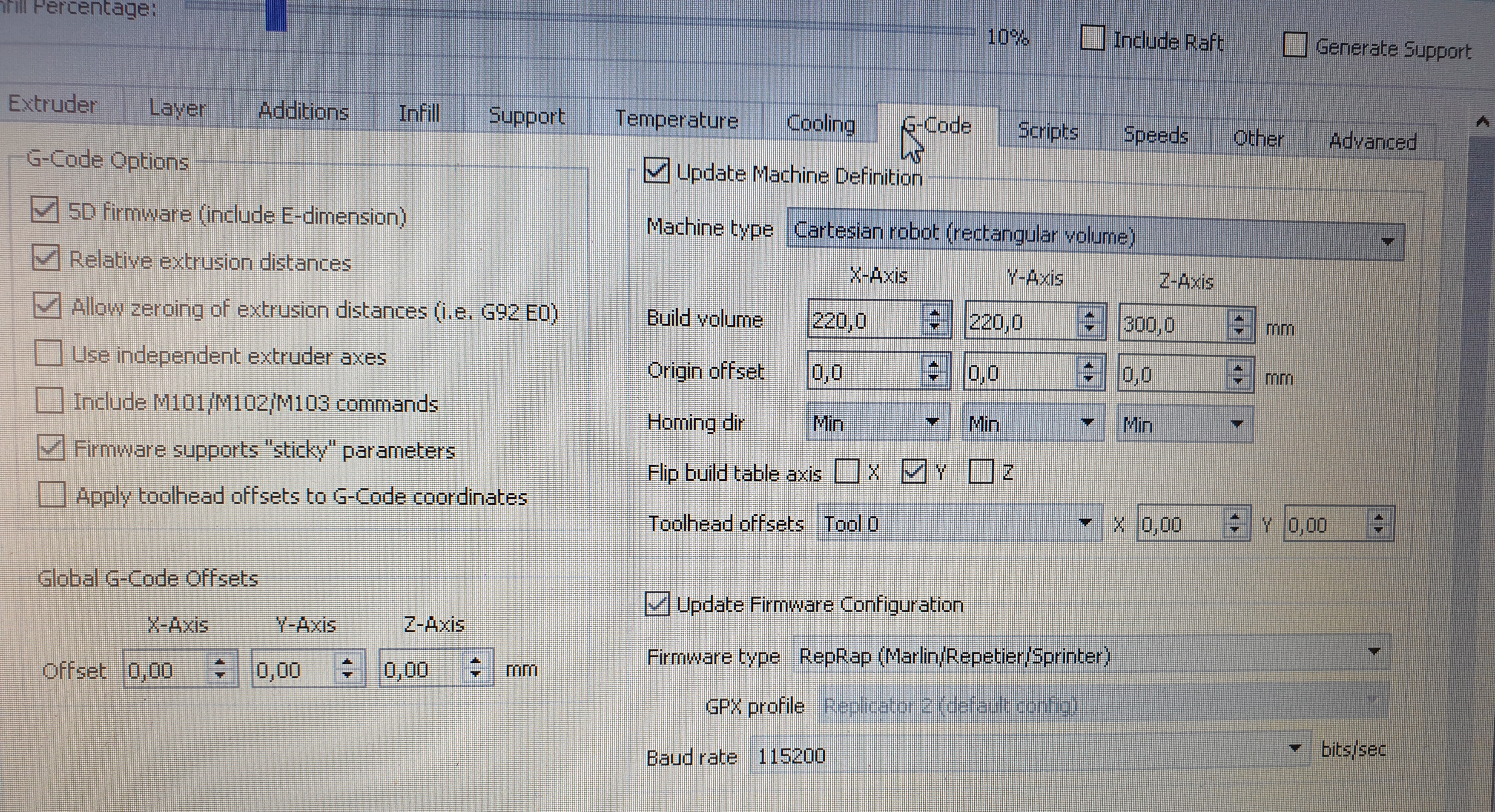
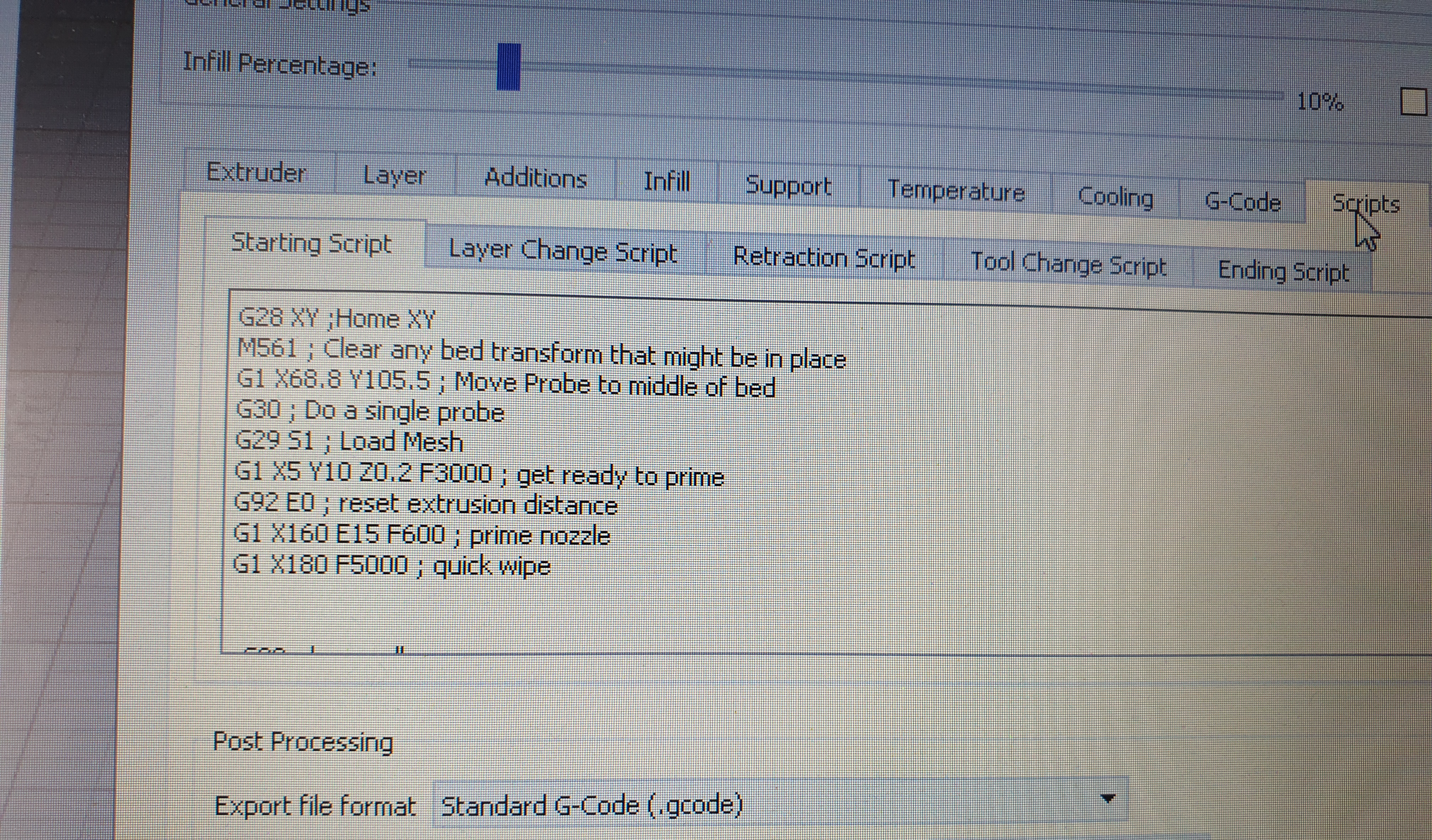
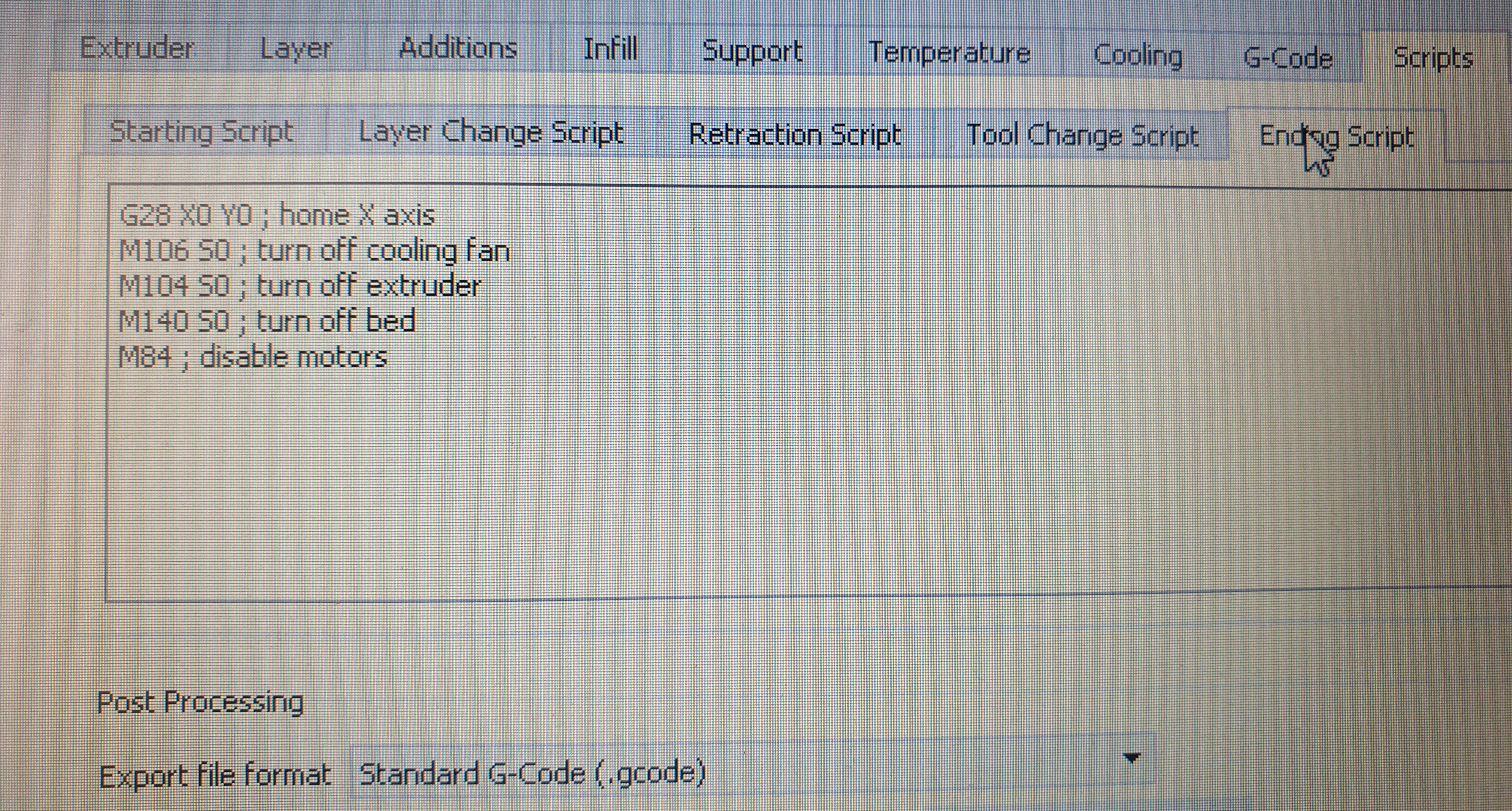
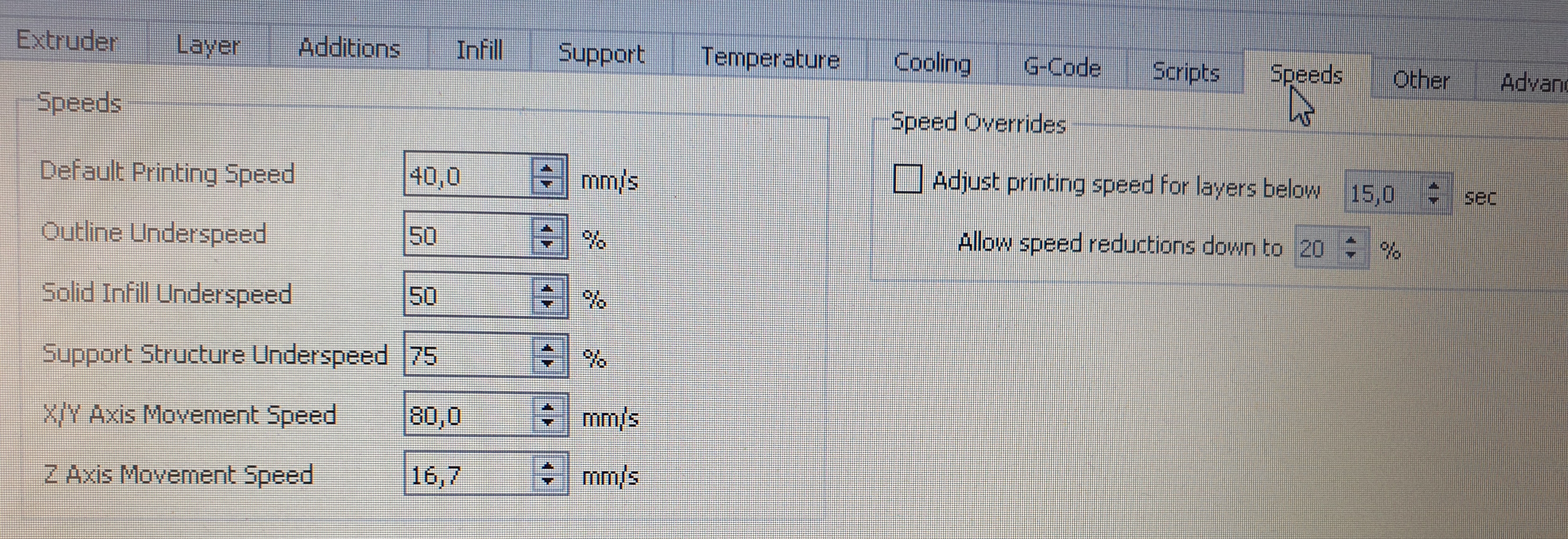
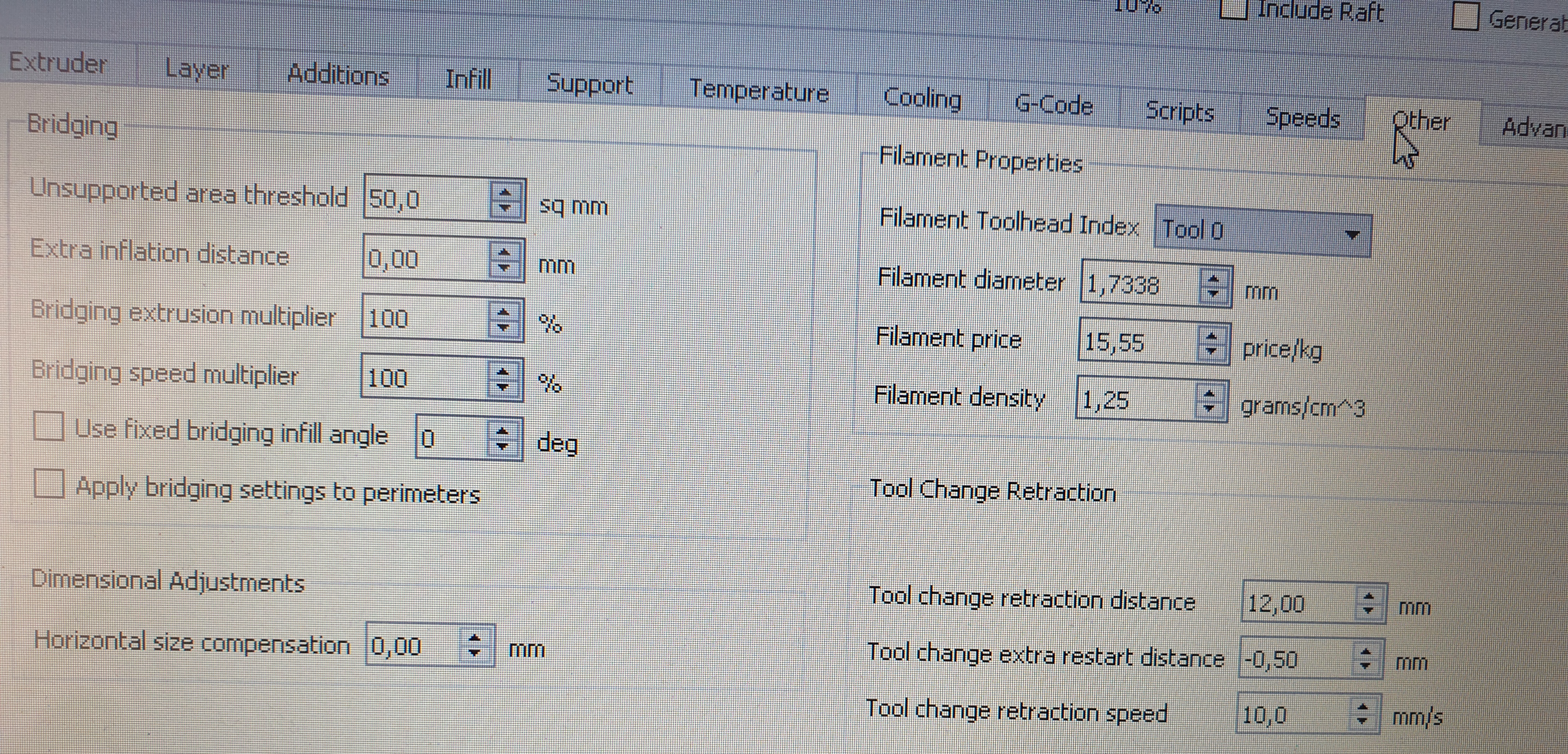
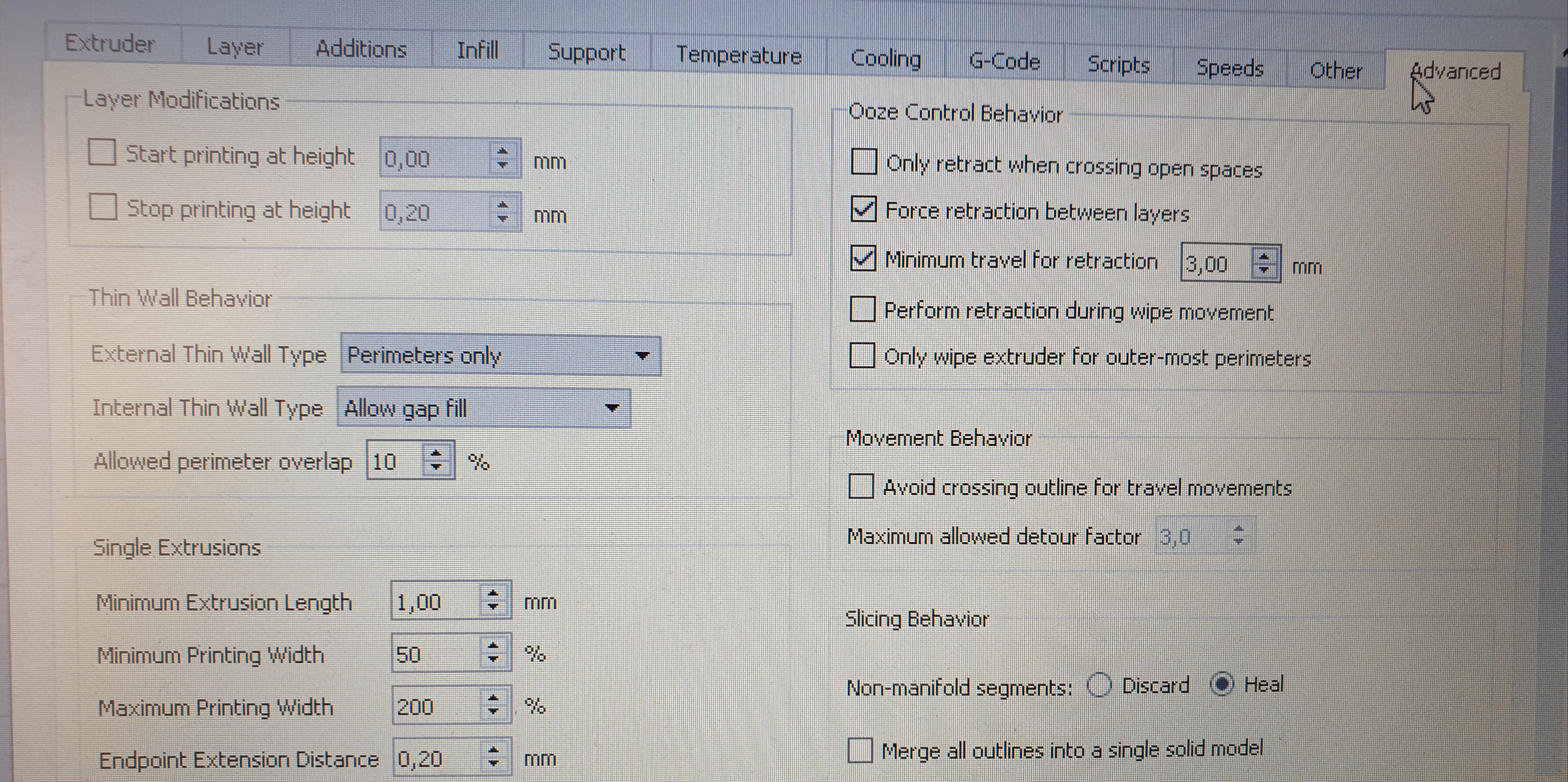
this are my Simplify3D settings:
and my config.g
; Configuration file for Duet WiFi (firmware version 1.21) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v2 on Tue May 07 2019 23:06:50 GMT+0100 (British Summer Time) ; General preferences G90 ; Send absolute coordinates... M83 ; ...but relative extruder moves ; Network M550 P"Ender 5" ; Set machine name M552 S1 ; Enable network M586 P0 S1 ; Enable HTTP M586 P1 S0 ; Disable FTP M586 P2 S0 ; Disable Telnet ; Drives M569 P0 S1 ; Physical drive 0 goes forwards M569 P1 S1 ; Physical drive 1 goes forwards M569 P2 S0 ; Physical drive 2 goes backwards M569 P3 S1 ; Physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z800.00 E278.17 ; set steps per mm M566 X900.00 Y900.00 Z60.00 E4000.00 ; Set maximum instantaneous speed changes (mm/min) M203 X15000.00 Y15000.00 Z600.00 E8000.00 ; Set maximum speeds (mm/min) M201 X500.00 Y500.00 Z100.00 E5000.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E1400 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; Set axis minima M208 X220 Y220 Z300 S0 ; Set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ;Filament Sensors M591 D0 P2 C"!e0_stop" S1 ;Extruder 1(0) M950 S0 C"exp.heater7" ; create servo pin 0 for BLTouch M558 P9 C"^zprobe.in" H3 F60 T6000 A10 R0.75 S0.003 ; set Z probe type to bltouch and the dive height + speeds G31 P500 X41.2 Y4.5 Z1.785 ; set Z probe trigger value, offset and trigger height M557 X41.2:221.2 Y4.5:219.5 S20 ; define mesh grid M671 X28.8:198.8:198:28.8 Y24:24:194:194 ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T98801 B4185 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M143 H1 S300 ; set temperature limit for heater 1 to 300C M307 H1 B0 S1.00 ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 ; Define tool 0 S3D ;M563 P0 D0 H1 F0 ; Für Prusa Slicer G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C ; Automatic saving after power loss is not enabled ; Custom settings are not configured M575 P1 S1 B57600 ; enable support for PanelDue M572 D0 S0.15 ; Pressure Advance M501 -
increase the retraction distance until the stringing stops
-
The retraction speed is ok ?
In the manual of micro swiss direct drive os wrotten maximum distance 1.5 and max speed 35 ,can i go higher without Problems?
-
print this
https://www.thingiverse.com/thing:2563909until you get no stringing.
stay with that retraction speed for now
-
@Veti which max distance i should 2.0 or 2.5 ?
-
go up in 0.25 increments until the stringing stops
-
ok mate thanks
i still print the restraction stl