Dual motor bed tilt-compensation only goes through the motions
-
@equanimity8 said in Dual motor bed tilt-compensation only goes through the motions:
What makes you think my thermistor value is wrong? I printed a successful calibration cube and all readings seemed accurate.
because 4138 is the default, and for a thermistor that has not been in use for some time.
the dimension have nothing to do with this.depending on your thermistor, the actual temperature can easily be off by 20 degrees.
M584 X0 Y1 Z2:4 E3
is your second z really connected on the e1 and not the second z?
-
@Veti
Thanks for clarifying. I looked up E3D's v6 documentation and they indeed specify a different value (M305 P1 B4725 C7.060000e-8).Yes, my second motor is connected to driver e1, no independent motor tilt-compensation would be possible otherwise.
-
@equanimity8
M561 ; clear any bed transform
G28 ; homeyour home load the height map again.
remove the G29 S1 from the homeall and move that to the start of your slicer
-
@Veti
I commented out G29 S1 and there was no change in behaviour i.e. my bed compensation mesh still shows significant tilt that should have been corrected by G32.Further, why would G28 load my height map again? To the best of my knowledge, it homes all axes, it doesn't execute homeall.g.
-
@equanimity8 said in Dual motor bed tilt-compensation only goes through the motions:
Further, why would G28 load my height map again? To the best of my knowledge, it homes all axes, it doesn't execute homeall.g.
that is not true. and you can easily test this by executing G28 twice from the console.
can you run 3 G32 in succession and post the output?
btw where is your M557 definition for the mesh?
-
The console output of 3 consequitive G32s:
11/1/2020, 12:09:59 PM G32 Leadscrew adjustments made: 0.019 -0.044, points used 2, deviation before 0.028 after 0.000 11/1/2020, 12:09:43 PM G32 Leadscrew adjustments made: 0.007 -0.057, points used 2, deviation before 0.035 after 0.000 11/1/2020, 12:09:32 PM G32 Leadscrew adjustments made: 0.019 -0.044, points used 2, deviation before 0.028 after 0.000I execute it from a macro, which is as follows:
M557 X0:210 Y0:150 S30 G29 -
@equanimity8 said in Dual motor bed tilt-compensation only goes through the motions:
The console output of 3 consequitive G32s:
the output suggest its already level as those error are normally within the probes inaccuracies
-
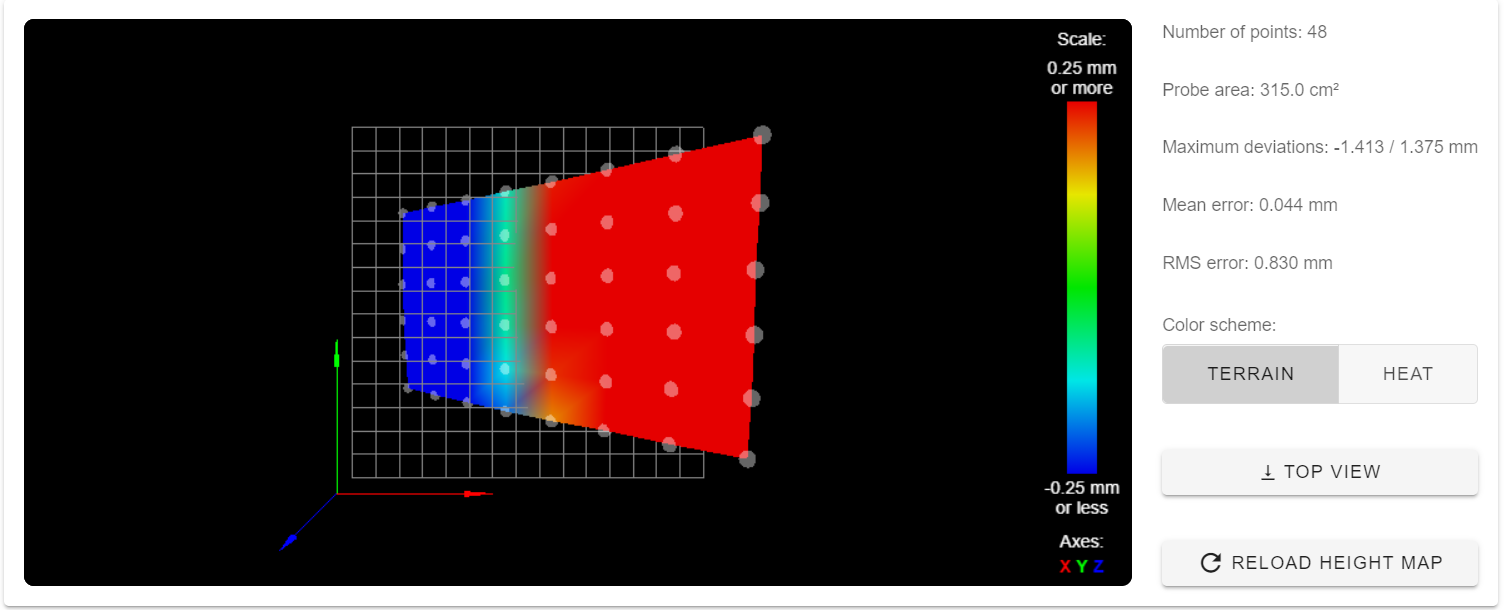
This is a screenshot of my height map and the relevant statistics after G32 and mesh bed compensation. Should I assume that this is normal, given the capabilities of my setup and that there is no way to improve it without improving the hardware?
-
@Veti said in Dual motor bed tilt-compensation only goes through the motions:
M671 X105:105 Y0:150 S5 ;
your leadscrews are at the middle top and bottom. it can only change an error in the y plane
adjustments to the leadscrews can not possibly change a twist in the opposite x plane.
you need 3 leadscrews for that -
Yep, I though the same but I wanted to make sure after, apparently I got the initial misconception about G28. Thanks a lot for clarifying that to me! Enjoy your weekend!