Pressure Advance: Discussion for Future Development
-
This is getting off topic, but temperature has nothing to do with flow rate ( [layer height] x [extrusion width] x [velocity] ).
-
@CCS86 said in Pressure Advance: Discussion for Future Development:
This is getting off topic, but temperature has nothing to do with flow rate ( [layer height] x [extrusion width] x [velocity] ).
I think you are confusing volumetric flow rate with the flow rate adjustment parameter. the flow rate adjustment parameter is Ideamakers terminology for what other slicers call Extrusion multiplier. I maybe should have added a % after.
If volumetric flow rate or temperature is changed, you usually need to adjust the flow rate parameter/Extrusion multiplier, to deal with the increased or decreased pressure in the heat affected zone.
-
@CCS86 said in Pressure Advance: Discussion for Future Development:
I'm curious if I could at least get a detailed step output from the Duet Maestro to track the extruder dur PA moves.
It depends what kind of report rate you want. It does measure the stepper position, including micro stepping 100k times a second but it aggregates and displays it.
Looking at the schematic of the Maestro, each driver has a step and direction inputs. If those are actually used (you can try or ask dc42), than you can connect a logic analyzer (you can find them for cheap), record as much as you want and then analyze the recording with some script.
-
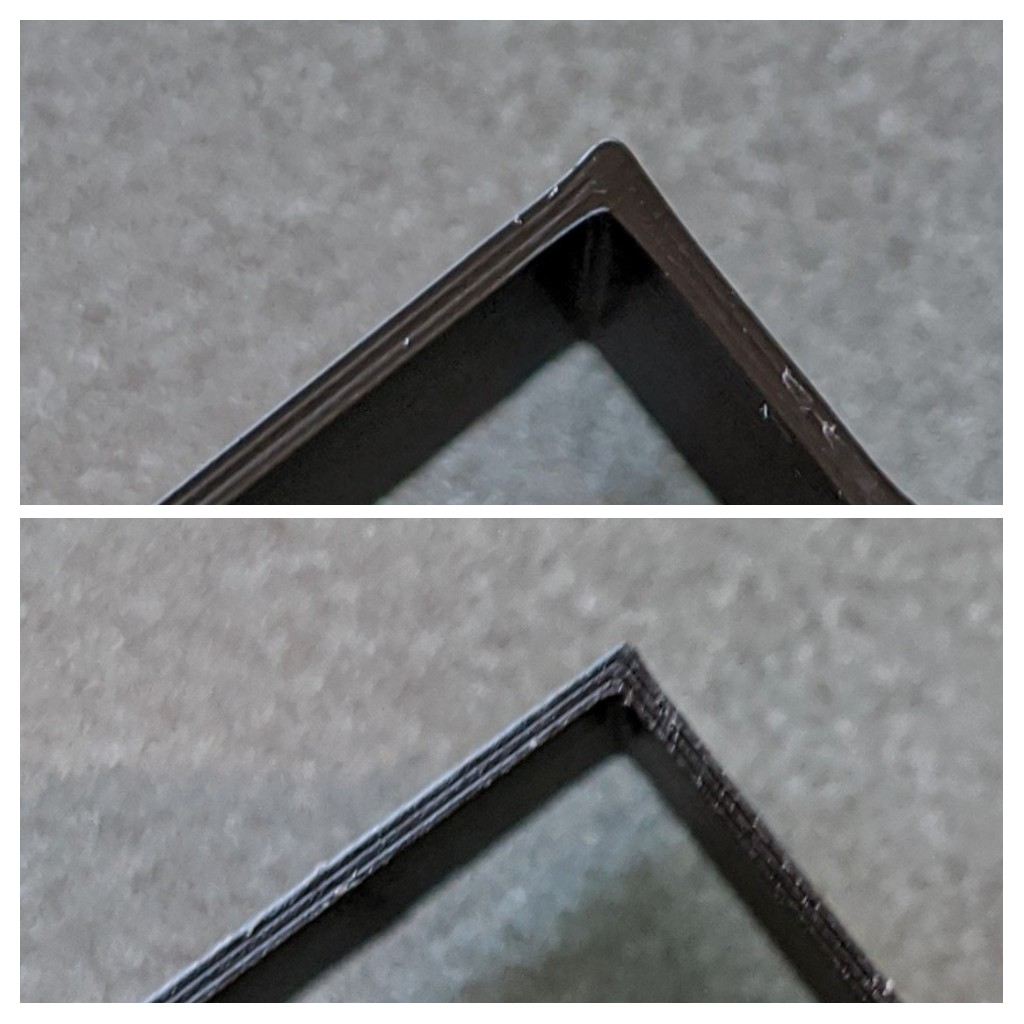
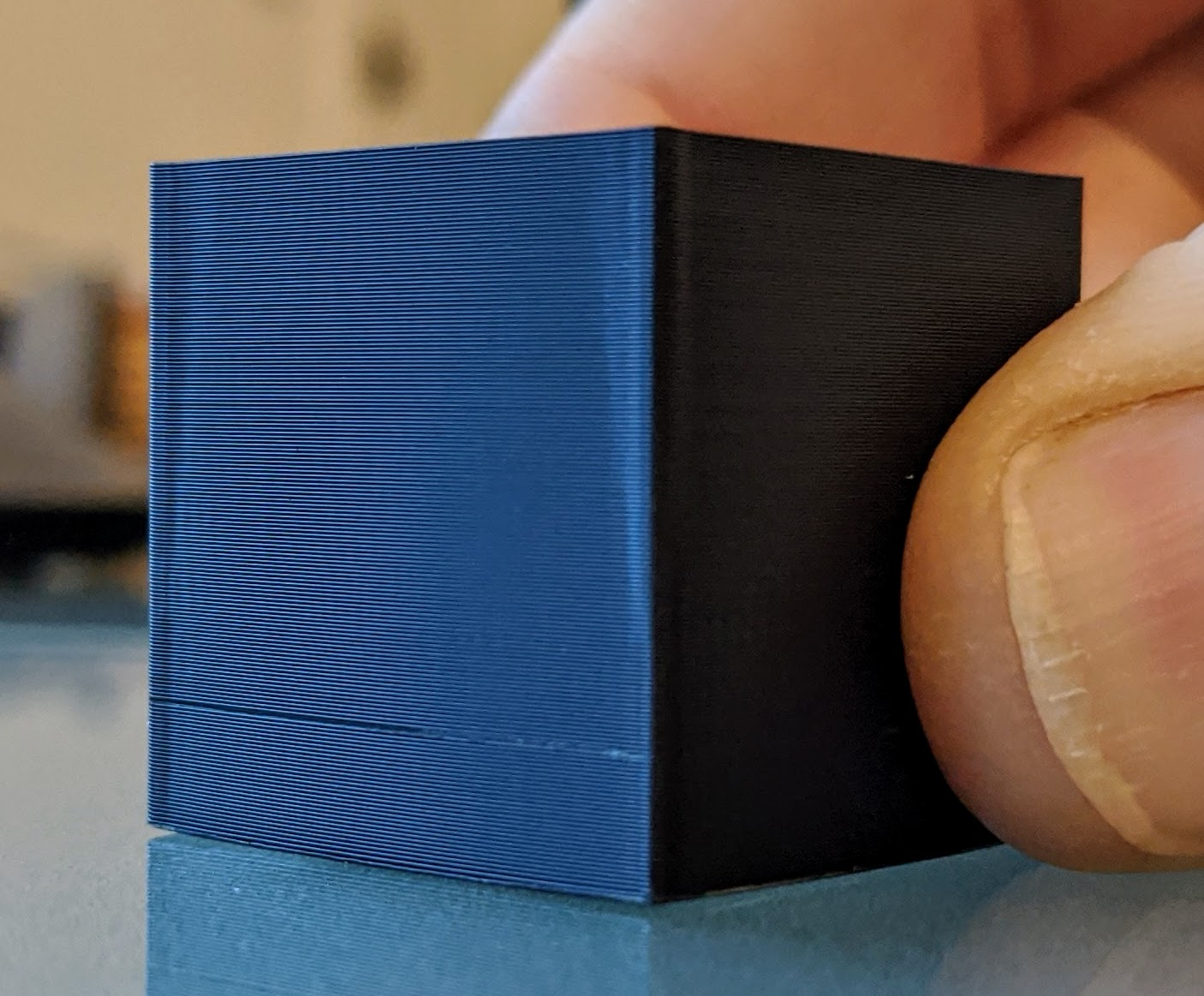
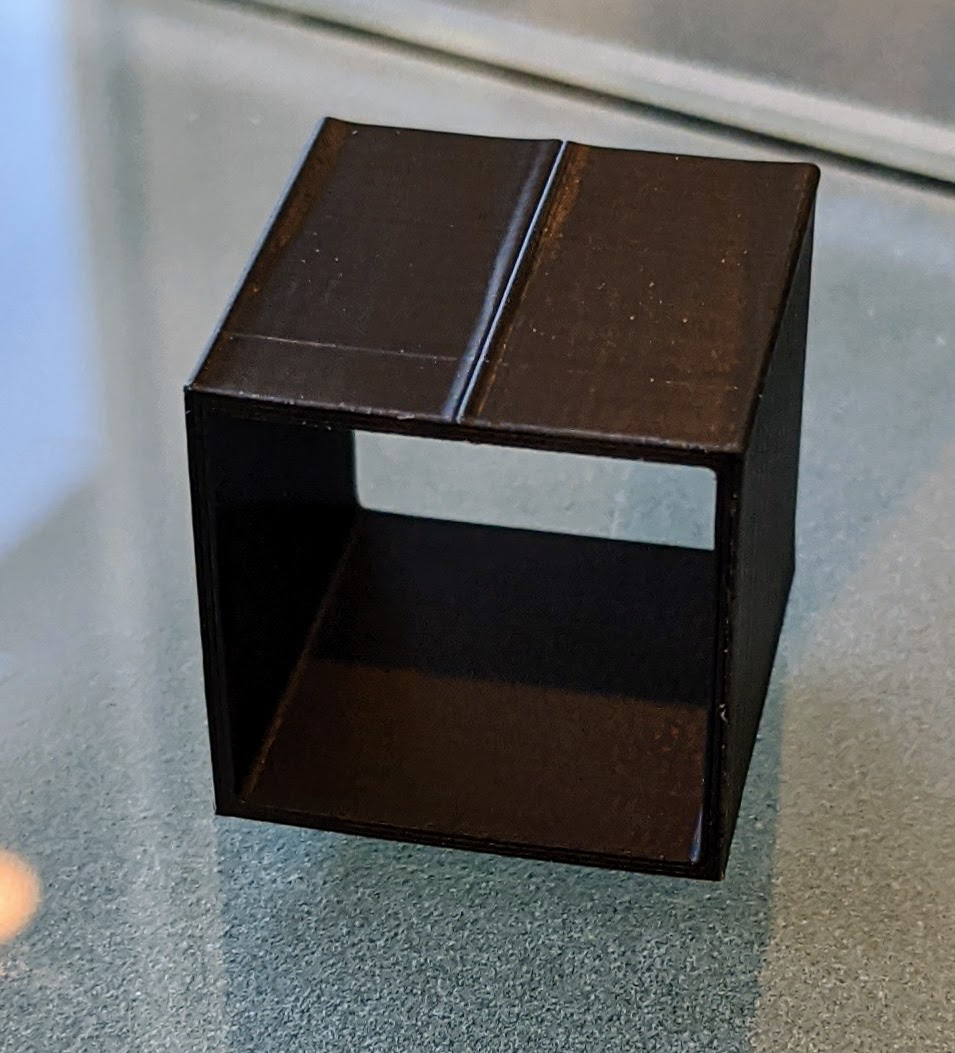
Results look the same with XY accel/jerk in a better state of tune. PA=0 for the first 5mm of print, than increasing layer-by-layer from 0 to 1.5:

-
I wanted to give this thread a bump, since it has been a long time.
Hopefully @dc42 will get the time for PA development in the near future with IS provisionally released.
I'd love to beta test some of the ideas I put forward in this thread, and I now have one of @zapta 's stepper analyzers hooked up for some further visual analysis of extruder motion.
-
Here is another data point. A Diamond 3 or 5 colour hot end needs a PA value of around 0.5. My experimental 6 input hot end requires a PA value of less than 0.1. It's currently questionable if any PA is necessary with this hot end but certainly 0.2 is far too much. The major difference between a Diamond hot end and my version is that the Diamond has a straight section at the end of each filament path of 3mm at 0 4mm diameter. After the filaments have been combined, there is a further straight section of 2mm at 0 4mn diameter. So each filament path has a section at the end of 5mm in length at 0.4mm diameter. With my hot end, the filament paths are 1.8mm diameter all the way to the nozzle. The hole at the end of a standard E3D V6 nozzle is generally lass than 1mm (depending on diameter). The filament paths on my hot end are longer than a Diamond so it has a larger volume of molten plastic. I'll leave it to others to form their own conclusions as to the cause of pressure build up (I know what mine are).