Strange Blobbing on Layer Change
-
@bot Thanks for your suggestion! I had noticed your thread and didn't think much about it at the time.
I read through the thread (a feat in itself
 ) and it seems to be a very plausible reason for my blobs. I'm using the "Unnamed Not-Yet-V5" Slicer. (S3D for those who haven't experienced the frustration) This leads to the result below. The "blobs" are S3D's way of showing retraction, but they are where the blobs occur on the print. As you can see, the print head screams in at 500mm/s, than screeches to an almost-halt at 60mm/s.
) and it seems to be a very plausible reason for my blobs. I'm using the "Unnamed Not-Yet-V5" Slicer. (S3D for those who haven't experienced the frustration) This leads to the result below. The "blobs" are S3D's way of showing retraction, but they are where the blobs occur on the print. As you can see, the print head screams in at 500mm/s, than screeches to an almost-halt at 60mm/s.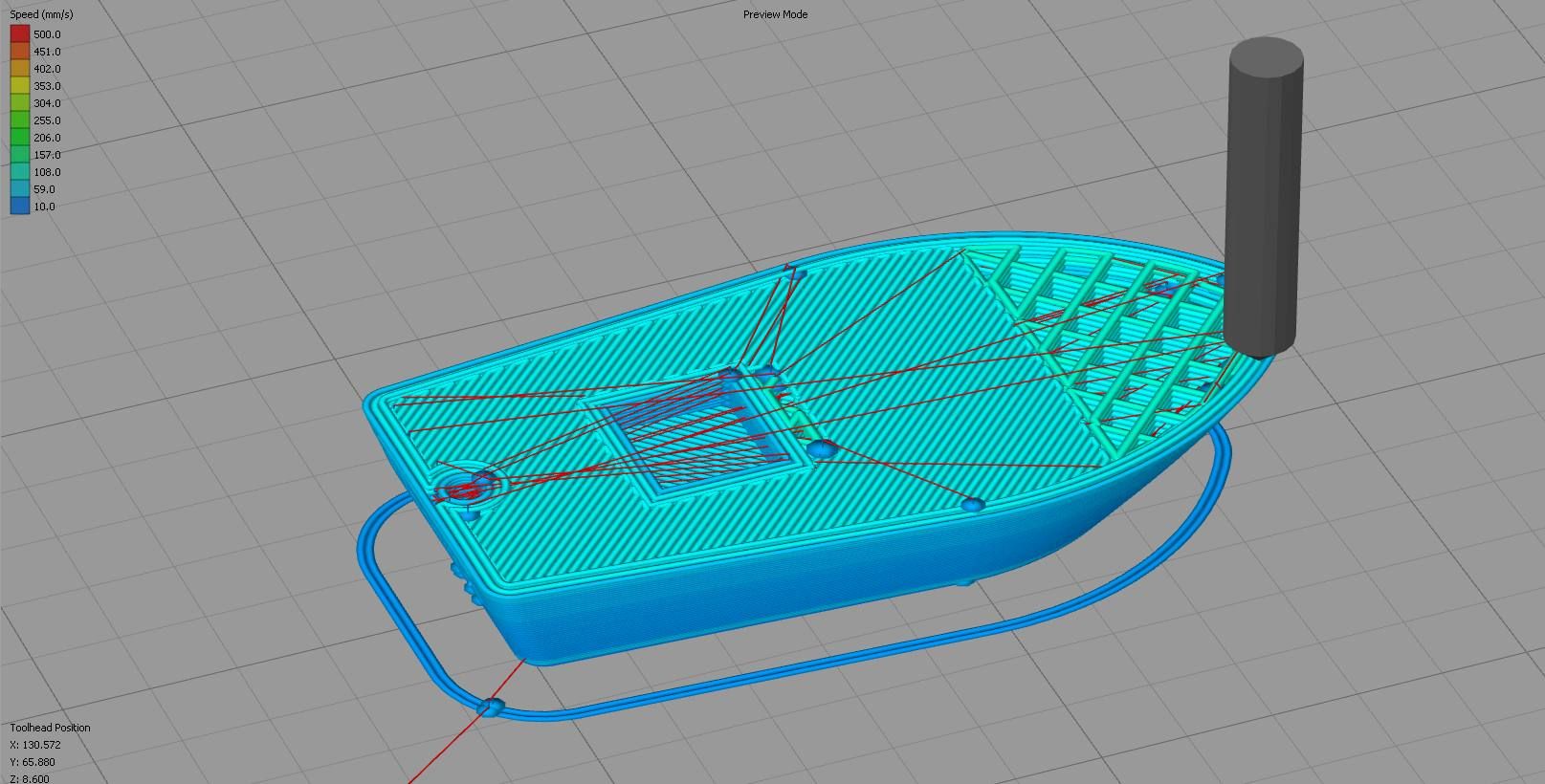
I used to get very good Z-seams before I converted, but that was with a completely different extruder-hotend setup. Here's a picture from before I converted. You can see a slight Z-seam artifact by the back of the benchy.

I'm printing a benchy right now with travel moves at 60mm/s, so the travel moves match the proceeding moves almost identically. We'll see what happens, but I am hopeful.
@Phaedrux Thanks for your help! I'm looking for slicer settings, but your information will almost certainly be a help!
@mwolter Yes, the blobs are at the start and end of the perimeter. I already tried the Extra Restart Distance, and managed to tune it in almost perfectly using that, but it varies dramatically between prints! A 20mm cylindar prints awesomely, but a benchy prints like the silver one above.
I had also tried pressure advance, but I had to adjust it so extremely that it ruined the rest of the print. Thanks for your idea though! I appreciate any help - I'm stumped!
-
@bot Unfortunatly, it seems that didn't do a single thing except make the stringing worse. Any other ideas? Thanks!

-
@JadonM I didn't mean that travel moves of a certain speed could affect this, but the print move that happens before that travel move.
It looks like your print moves vary slightly in speed based on the notV5 visualization. Try a print where all of the print moves are exactly the same feed rate.
-
@bot said in Strange Blobbing on Layer Change:
@JadonM I didn't mean that travel moves of a certain speed could affect this, but the print move that happens before that travel move.
It looks like your print moves vary slightly in speed based on the notV5 visualization. Try a print where all of the print moves are exactly the same feed rate.
Here's a print with all the moves exactly the same speed. Any other ideas? Thanks for your help this far!

-
@JadonM Haha dang!
Maybe I'm chasing a wild goose at the moment myself.
What is your retraction speed? Another suspect of mine for things like this is the unretraction speed "flinging" material out of the nozzle way faster than it should. At least in my case, the unretraction speed is about 100 times greater than a typical extrusion speed (in my controlled slowed down tests).
*not actually a robot
-
I read you don't wish to use Cura. So i suppose you should find the respective entries in Symplify3D
I had the same exact problem . I was able to fix it managing with 3 parameters in the slicer (Cura):
Materials -
1)retraction.
2)extra prime amount.
Experimental-
1)coasting (and its sub entries) (this si really useful to me).
The Z-seam without the right coasting will not be good either.
Wipe distance is irrelevant for the task.
I have near 60cm of tube. -
@bot said in Strange Blobbing on Layer Change:
Maybe I'm chasing a wild goose at the moment myself.
What is your retraction speed? Another suspect of mine for things like this is the unretraction speed "flinging" material out of the nozzle way faster than it should. At least in my case, the unretraction speed is about 100 times greater than a typical extrusion speed (in my controlled slowed down tests).Sorry for the slow response. I've been busy.
I don't think you're on a wild goose chase, because the artifact you reference on the skirt is quite common on my prints! However, it seems that isn't the problem here.
I'm running 50mm/s retractions. I've played with that number a little bit, but what do you recommend?
@giostark said in Strange Blobbing on Layer Change:
I read you don't wish to use Cura.
It's not that I'm really against Cura, in fact, I'm testing it right now. Back when I started 3D printing, Simplify3D was unquestionally the best, but it seems like it's starting to shift otherwise.
@giostark said in Strange Blobbing on Layer Change:
1)retraction.
2)extra prime amount.
Experimental-
1)coasting (and its sub entries) (this si really useful to me).
The Z-seam without the right coasting will not be good either.
Wipe distance is irrelevant for the task.
I have near 60cm of tube.Those were my first ideas, so I tried and tuned them using a test cylinder. The problem is that the size of the blob changes based on where the Z-seam is on the print and the size of the print. So with it tuned in perfectly for a 15mm cylinder it makes even worse blobs on something like a Benchy.
Thanks for your help! Any other ideas?
-
Ok step 2:
With the extra prime amount and the coasting you should reach even holes.
If you cant see holes and you steel see blobs , you have to change values. With those settings is possible eliminate totally the blobs.
Activate , Speed - "equalize flow" . This will make accelerate the nozzle instead retraction and you will keep a more uniform extrusion.
Activate , Infill - "Connect infill lines" (it will reduce the retraction and add a more solid continue infill lines)
Disable "retraction at layer change" and enable combing "ALL". In this way it will retract just changing area and will take a more uniform flow.
For a more secure moving I enable also z-hop at retraction (2mm).
With those settings when you have to change layer in a close range you will avoid at all retraction.
Now, look at the seam of this part:

It come even missing a little too much material. So, the settings were exaggerated. BUT before this result (3rd attempt) I had much bigger blobs of your.
So I'm really confident that if you play with those settings you will eliminate at all the blobs. -
Hey guys! Thank you all for your help!
I've been tinkering with it a lot lately, and I think I'm finally making progress! The benchy-count is now getting close to 30, but my latest model looks quite hopeful!
![20200406_193021[1].jpg](/assets/uploads/files/1586261347653-20200406_193021-1-resized.jpg)
I've tinkered with pressure advance before with this problem, but I wasn't having any luck. (I went up to about 0.1) Yesterday I tried going to 0.2 just to see what would happen, and the z seam looked amazing!
Now, for the question bugging me since then: can anyone tell me why I need 0.2 pressure advance on a direct drive Bondtech? I expected around 0.05.
Thanks!
Jadon -
@JadonM
Have you checked the filament path in the extruder? On the clones it is very common that they are aligned too close to the weel. This leads to friction. You can try to drill them little bit bigger. -
@DIY-O-Sphere
Hey, thanks for the tip! I noticed on my first printer that the clearance was very tight and it made filament loading extremely finicky. Since the extruder only cost $15, I decided to try drilling it out on this printer to make it more reliable. I don't remember how big of a bit I used, but I drilled the filament path slightly larger and have had no issues with loading. Is it possible that made the slop high enough to warrant such high pressure advance?I completely forgot that I drilled it out until you suggested that! Does that sound like a plausible explanation for the blobs - that it would act more like a sloppy bowden from the extruder gears to the hotend?
Once I get this tuned in well I'll let you guys know and mark it as solved. Thanks for all your help, and I think this'll fix it.
-
@JadonM said in Strange Blobbing on Layer Change:
Is it possible that made the slop high enough to warrant such high pressure advance?
If you haven't widened it to much...
I have drilled mine too. Diameter maybe around 2.2 mm.
I had to use high values for pressure advance too (only checked in a bowden setup).
I had bought the BMG more or less as a reference for a self build one.
For a direct setup I will go for a Hemera (if it's available again).For me the blobs are not related to the extruder.
My experience is, that issues on the hardware side in most cases are caused by the hotend....... -
@JadonM Glad that worked

-
So basically we can have different approach to the blobs problems.
Tune the pressure advance via firmware or tune the slicer side. Or maybe both together.
If we use different materials that have different characteristics we should save different profiles.@DIY-O-Sphere said in Strange Blobbing on Layer Change:
My experience is, that issues on the hardware side in most cases are caused by the hotend.......
Can you explain a little bit ? I'm interested in understand it.
-
Just spotted this topic, and I've been getting the same from the moment I fitted a genuine BMG to my bowden drive Ender 3. No sign of it before that with the same printer/profile/files.
It's just a matter of easing up the coast distance and negative restart until you find the happy place. Note the direction of travel, and if it's getting thing towards the end of a circuit, back of the coast. If there's a blob, add some negative restart.
At the moment I'm running 1.8mm coast and -0.04mm restart, and just starting to home in on a result.
I think it's just a characteristic of the BMG, possibly due to the ultra low reduction gearing allowing it to "pump up" the pressure in the hot end.
But that's just my untested theory backed by no scientific evidence whatsoever. Mine's pretty much stock, but if pressure advance is making a difference that could reinforce my theory I guess.
-
@Corexy said in Strange Blobbing on Layer Change:
I think it's just a characteristic of the BMG, possibly due to the ultra low reduction gearing allowing it to "pump up" the pressure in the hot end.
Probably not due to gearing because the BMG and E3D Titan have very similar ratios. But they perform very differently https://somei3deas.wordpress.com/2018/05/11/bondtech-bmg-vs-e3d-titan-extreme-retraction-torture-test/
The genuine BMGs don't grind the filament compared to spring loaded, single drive extruders such as Titans so the latter type may suffer some slippage which the BMGs do not. The same cannot be said for the BMG clones because the "hobbed" teeth are not cut as deep as the genuine article and the shafts and gears are not hardened, nor do the line up as well.
-
@deckingman said in Strange Blobbing on Layer Change:
@Corexy said in Strange Blobbing on Layer Change:
I think it's just a characteristic of the BMG, possibly due to the ultra low reduction gearing allowing it to "pump up" the pressure in the hot end.
Probably not due to gearing because the BMG and E3D Titan have very similar ratios. But they perform very differently https://somei3deas.wordpress.com/2018/05/11/bondtech-bmg-vs-e3d-titan-extreme-retraction-torture-test/
The genuine BMGs don't grind the filament compared to spring loaded, single drive extruders such as Titans so the latter type may suffer some slippage which the BMGs do not. The same cannot be said for the BMG clones because the "hobbed" teeth are not cut as deep as the genuine article and the shafts and gears are not hardened, nor do the line up as well.
No worries.
Mine's definitely genuine, as I bought it straight from Bondtech (I really hate clones of other peoples products), and I've never had a problem with any grinding.
All I know is that it started with a bit of blobbing the moment I fitted it, and I tuned it out with a bit of coast, and with PETG a bit of negative restart as well.
-
@Corexy Yes, no worries back to you.
") I was just trying to make the point that (genuine) BMGs might be causing a bit higher hot end pressure than other extruders because they grip the filament better, rather than it being a "gearing thing". But the root cause is largely irrelevant as long as you've found a solution that works for you.
I was just trying to make the point that (genuine) BMGs might be causing a bit higher hot end pressure than other extruders because they grip the filament better, rather than it being a "gearing thing". But the root cause is largely irrelevant as long as you've found a solution that works for you. -
I was just looking at this same problem on my Delta printing a benchy from S3d. I have those exact same blobs. If I zoom in on the benchy preview I can see that S3d is showing exactly where the blobs will appear. Because of this I'm assuming that the mechanics of the printer is not causing the issue.
If I turn on "Only retract when crossing open spaces" it greatly reduces the number of blobs but not to zero. Setting retraction to zero completely removes them but at the cost of major stringing. Any retraction amount greater than zero shows the blobs.I'm using a flex3drive extruder and the vendor highly recommends turning off coasting and wiping.
-
@deckingman said in Strange Blobbing on Layer Change:
@Corexy Yes, no worries back to you.
I was just trying to make the point that (genuine) BMGs might be causing a bit higher hot end pressure than other extruders because they grip the filament better, rather than it being a "gearing thing". But the root cause is largely irrelevant as long as you've found a solution that works for you.Actually...this roll of PETG is a total #$%&...but mostly because I'm demanding the kind of print quality I can get from PLA and ABS I guess. I'm setting a pretty high bar there (if I say so myself), and I'm coming to the conclusion I might have to lower my standards a bit for this one.
What I love about the BMG is that it seems to use the same steps/mm not matter what you feed it. Which has most certainly not been the case with other single sided extruders I've had.
I think you are right. I think the BMG holds the extruder at a higher pressure, which may lead to some drooling at retract points that can be tuned out a bit with pressure advance/coast/restart/extrusion multiplier etc.