Pressure Advance seems to not be working.
-
How fast are you printing? Is Cura limiting your acceleration and jerk?
-
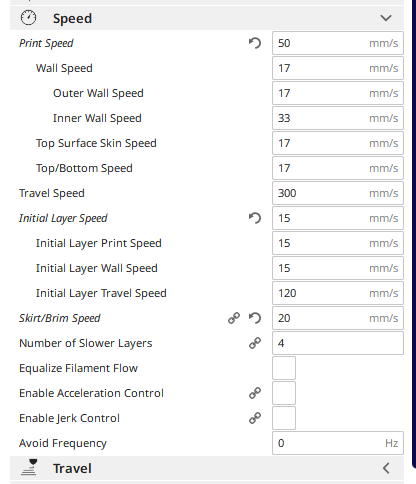
Neither of them are enabled and my speed is what I would class as fairly slow if i'm honest with you.. 17mm/s (i'm only printing a single wall)
-
That's really slow. Pressure advance is meant to reduce the effects of pressure build up. At such low speeds you're not building much pressure.
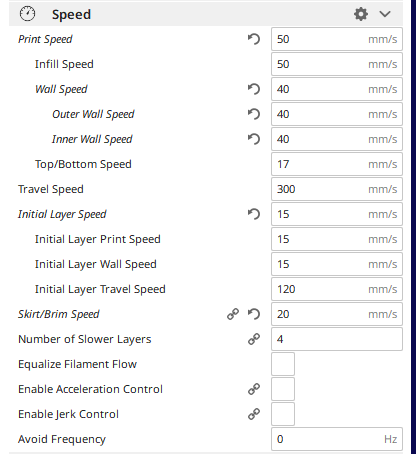
Try using 2 walls with some amount of infill to increase layer time. 5% will do. And increase your print speeds to something closer to a normal print. 50mm/s or more.
-
I assumed you'd seen this, but maybe not?
-
I have indeed seen that, I'm currently printing another with 5% infil with two walls. Its like I knew what you was going to say haha. My extruder is now behaving a little more like expected, sounds like a machine gun now, but like its skipping steps, I'm running M122's to check for missed steps but seeing nothing. I have brought my Jerk down to 3000 for this test just to stop the extruder exploding while i'm testing for the right PA value, at 3000 it still sounds like its going to explode now.
I still have the outer wall set to 17mm/s, I might need to change it to configure PA though, so might need another print after this before I see any difference in the print.
-
Print has just completed with the following settings
Speed Settings:
M566 X700 Y700 Z60 E2000 ; Set maximum instantaneous speed changes (mm/min) M203 X18000 Y18000 Z3000 E15000 ; Set maximum speeds (mm/min) M201 X2000 Y2000 Z250 E1800 ; Set maximum accelerations (mm/s^2) M204 P1500 T2000 ; Set printing acceleration and travel accelerationsCurrent Settings:
; Drive currents M98 P"/macros/print_scripts/xy_current_high.g" ; XY (AB) currents high M98 P"/macros/print_scripts/z_current_high.g" ; Z currents high M906 E1600 ; E current M906 I30 ; idle current percentagePA Values:
Layers | PA Value 0 - 25 | 0.3 25 - 50 | 0.0 50 - 75 | 0.4 75 - 100 | 0.0 100 - 125 | 0.5 125 - 150 | 0.0 150 - 175 | 0.6 175 - 200 | 0.0 200 - 225 | 0.7Results:



Conclusion:
If PA is now functioning correctly, I have something else to be dealing with, more than likely retraction prime amount. I'm not really convinced by any of the PA values here but if I had to choose one, I would have to say 0.5 performed the best. I was hoping the severity of my seam was due to PA, but it seems (no pun intended) that its not helped me at all really. I imagine it will serve a huge part in correct infil lay down though, you can see on the rear of the print (side with no seam) that on the PA=0 layers you are unable to see where the infil joins the walls, so thats a huge positive from this exercise.Time to start troubleshooting other settings to help me with hiding the seam, most prints will have their seam on a corner, but sometimes the seam is out and visible (round objects) and I would like to dial that in if possible.
-
That crap in the last image is most likely to be caused by un-retracted travel. If you are using combing, you really need to set the max comb distance with no retract setting to something like 10, 20, etc.
-
If you correct for the coasting issue mentioned you may get some better results on the seam from higher PA values than 0.7. I'd also try upping the extruder acceleration a bit. Say 3000ish.
-
Also, as pressure advance increases the amount of retraction needed decreases, so even though it's noisy, some of that noise can be reduced after you find the PA value by retuning your retraction amount. You can also probably reduce the retraction speed a bit.
-
@burtoogle - I do have combing enabled, but its set to 10. Your branch of Cura freezes up when its idle for about an hour or so, I have to keep reopening it up when I get back to testing a new set of slicer dependant settings. Not a problem, just thought I would let you know
")
@Phaedrux - I have changed my retraction to 3mm at 40mm/s. I will increase the extruder acceleration now as you suggest. Would you go lower than 3mm, I can test this out myself but while I print a test with these new settings just thought I would ask.
-
@Samuel235 said in Pressure Advance seems to not be working.:
@burtoogle - I do have combing enabled, but its set to 10. Your branch of Cura freezes up when its idle for about an hour or so, I have to keep reopening it up when I get back to testing a new set of slicer dependant settings. Not a problem, just thought I would let you know
What OS and HW are you running Cura on? I haven't had any other reports of my builds freezing.
-
@burtoogle - Windows 10 on 8GB RAM, i5-3570K @3.4GHz (stock, not OC'ed) with a AMD Vega 56. If you need any specific information, please feel free to contact me privately to avoid clogging this thread up, more than willing to chat.
-
@Samuel235 said in Pressure Advance seems to not be working.:
I do have combing enabled, but its set to 10.
I dislike combing, I'd much rather retract at all times.
-
@Phaedrux - Combing has now been disabled, i'm joining the dark side!
-
I'm getting a little confused between M201 and M204, the duet gcode page is saying that M201 is per axis acceleration and M204 is for printing overall, will only the lowest value get used when it comes to printing?
-
M201 sets the maximum value for all cases. M204 is optional and gives a bit finer control by separating print and travel moves and lets you use higher acceleration on travel moves. This can be controlled in the slicer now as well with much finer grained control still.
It comes down to preference where and how you set those values. And as long as you're aware it doesn't really matter. Some people like to use M201 in config.g and leave it at that with acceleration set the same for all moves. Or maybe use M204 and split print and travel. And others like me use the slicer to have fine grained control over each move type. I use faster for travels, medium for internal areas, and lower for external surfaces. Cura is best for this. PrusaSlicer has more limited control over acceleration and no control of jerk.
-
More to the point maybe. I'm not sure which will take precedence. If M201 sets a limit at 1000, and M204 sets print moves at 500 and travel at 5000, I'm not sure if M201 will override the M204 or if M204 just sets the new limit.
Even if using M204 you'd still need to use M201 to set the values for all axis since M204 only applies to XY movement I believe.
-
Thanks for that, much appreciated, makes a little more sense now.
I have now kicked off a print with no coasting and 3mm retraction at 50mm/s and the following acceleration/jerk settings:
M566 X700 Y700 Z60 E3000 ; Set maximum instantaneous speed changes (mm/min) M203 X18000 Y18000 Z3000 E15000 ; Set maximum speeds (mm/min) M201 X2000 Y2000 Z250 E3000 ; Set maximum accelerations (mm/s^2) M204 P1500 T2000 ; Set printing acceleration and travel accelerationsThis print is testing the following PA values:
Layers | PA Value 0 - 25 | 0.5 25 - 50 | 0.0 50 - 75 | 0.6 75 - 100 | 0.0 100 - 125 | 0.7 125 - 150 | 0.0 150 - 175 | 0.8 175 - 200 | 0.0 200 - 225 | 0.9 -
A PA value of 0.7 is still giving me issues. How low should I realistically be looking to take the retraction down to when PA on? This was down to 3mm retraction at 50mm/s...
![IMG_8799[1].JPG](/assets/uploads/files/1578257750143-img_8799-1-resized.jpg)
The interesting thing is that the one line in the infil actually printed with the PA set to 0.9 but nothing else on those layers did...
![IMG_8800[1].JPG](/assets/uploads/files/1578257860245-img_8800-1-resized.jpg)
-
You could do a reverse test for finding the retraction value. Leave PA set at 0.7 and vary the retraction from 0 to 3mm.