Having problems with Anycubic Kossel Linear Plus calibration
-
With babystep up to +0.15 got something looking like normal extrusion but it delaminated from bed also.
It’s a good approach to play with babystepping until you get a proper first layer. @Danal is right, you are close. And don’t be shy to go even higher: sometimes it is better to lay the filament smoothly onto the surface instead of pressing it into the bed.
Then, as @Veti posted (on 1st of September), „if i need to adjust it with microstepping to get a good first layer i update the offset with the microstepping used“. Good advice.
Delamination on subsequent layers is a different story: One reason may be the specific filament you use. More often, the upper layers cool down too quickly, so try to set your temperature to 240 deg. for all layers. Next, turn down the part cooling fan and see what happens then. Finally, you can try to close the sides of your printer, PETG doesn’t like fresh air.
-
@Danal
Got these results (with bed at 60C):
x0y0 - a bit too high
x-50y0 - ok
x-50y-50 - too low
x-50y50 - a bit too high
x0y50 - ok
x50y50 - ok
x50y0 - ok
x50y-50 - a bit too lowSo looks like the bed is slightly tilted? Tried recalibrating with S8 and got this:
M665 L266.500:266.500:266.500 R133.769 H287.544 B115.0 X0.385 Y-1.246 Z0.000
M666 X-1.295 Y1.179 Z0.116 A0.34 B0.21
But the check results are exactly the same.@infiniteloop Looks like just babystepping won't be enough here as there is a problem with probing results described above.
-
OK, you can try to physically level the bed a little.
Whether you do or not, do this:
-
Get the Z-Probe offset as correct as possible at X0Y0
-
Run a calibration. Maybe several.
-
Run a mesh bed probe. Be sure and put the G-Code to activate bed mesh in your slicer start script (I don't remember the exact code and don't have a printer near at this moment).
Also, if you test by hand again, like above, be sure mesh is active when you test.
You may have to repeat these steps a couple of times. But it all starts with correct probe offset (at X0Y0).
Delta / Kossel printer fanatic
-
-
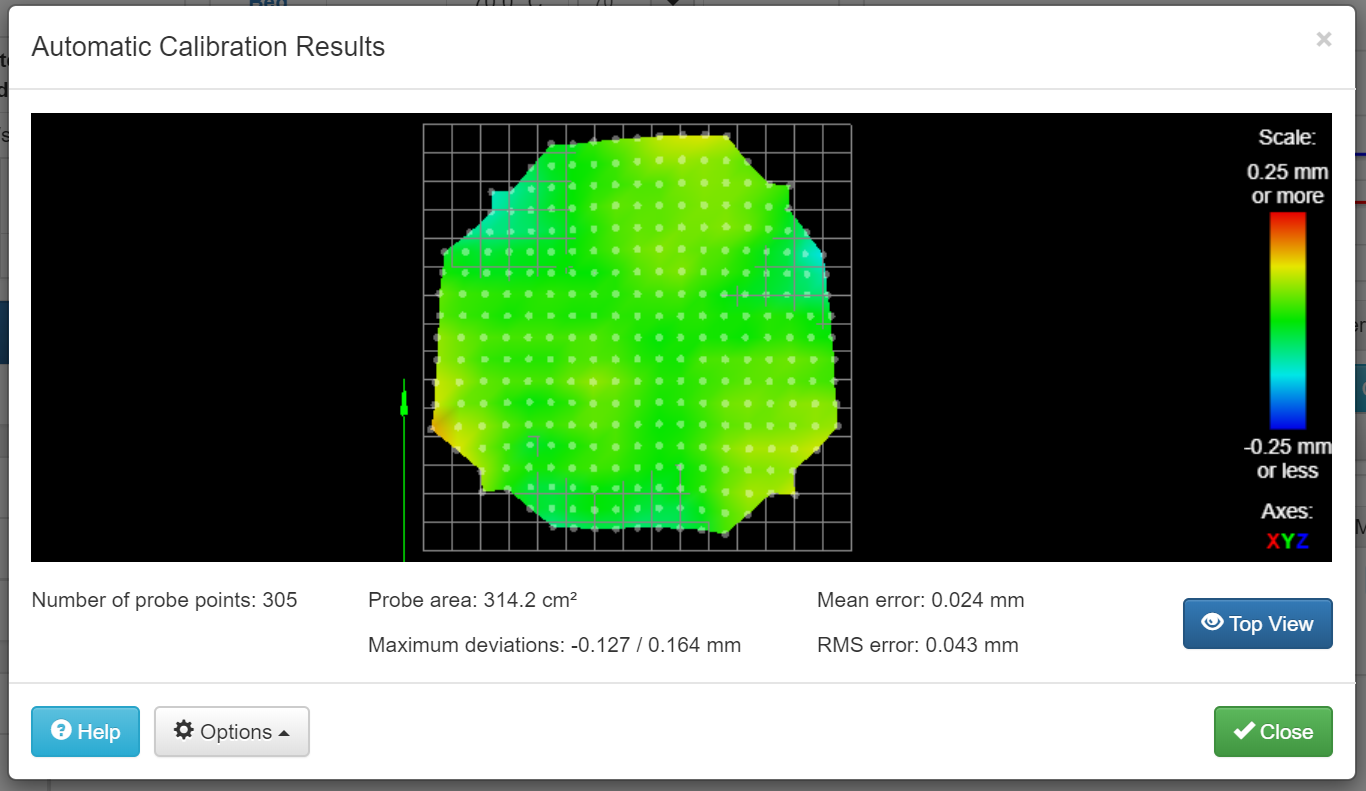
can you post the picture of a bed mesh level? G29
-
@Veti said in Having problems with Anycubic Kossel Linear Plus calibration:
can you post the picture of a bed mesh level? G29
YES!! @SnakeSP Please post.
-
-
that bed would account for the slight irregularities that you are seeing. so you will need to print with mesh bed levelling enabled.
check with M122 that the bed was actually loaded and is active.
-
@Veti
M122:
=== Move ===
Hiccups: 0, FreeDm: 169, MinFreeDm: 163, MaxWait: 26536ms
Bed compensation in use: mesh, comp offset 0.000so mesh is enabled. Then why the nozzle height is good at center but too low at x-50 y-50 for example? I thought with mesh enabled nozzle height should be more accurate at all points.
One more thing, on loading bed mesh (G29 S1) i get this:
Warning: the height map was loaded when the current Z=0 datum was not determined probing. This may result in a height offset.
What am i missing? -
just checking, but you did generate a new heightmap when i asked you to run the G29?
-
@Veti
Yes, this is a new map. I run S8 autocalibration when adjusted Z probe height. Rebooted printer. Checked that with z0 paper can be just dragged under the nozzle in bed center after that.
After that i run G28 and G29 S0 P"heightmap.csv"
When finished i check that the map is generated (can be viewed in DWC).
Rebooted printer again. Run G28 and G29 S1. Check that z0 is good at bed center. Move to x-50 y-50 and check z0 again - it occurs too low (paper is stuck under the nozzle).
M122 shows that mesh is active at that moment. -
@SnakeSP said in Having problems with Anycubic Kossel Linear Plus calibration:
x-50y0 - ok
x-50y-50 - too low
x-50y50 - a bit too highhmm. i am thinking there might be a slight effector tilt that shows up due to the distance from the probing point to the nozzle.
if you are willing to invest an euro this is what i have swapped to as a probe on my kossel linear plus.
https://de.aliexpress.com/item/32838312776.html
its cheap and has nearly no offset. -
@Veti
Yes, thought of that thing, possibly will do.
I'm using stock Anycubic probe right now and have a BL Touch clone, but cannot try it with stock effector. Need to print a custom effector to try BL Touch.
So yes, this thing is worth trying except for wait time till it gets to me from China. -
the bltouch mounts will have a significant offset in the x and y direction. if there is effector tilt, then that will also cause problems.
-
@Veti
indeed.
Anyway, there is no fast way to change the Z probe at the moment, so i have to carry on with what i have.
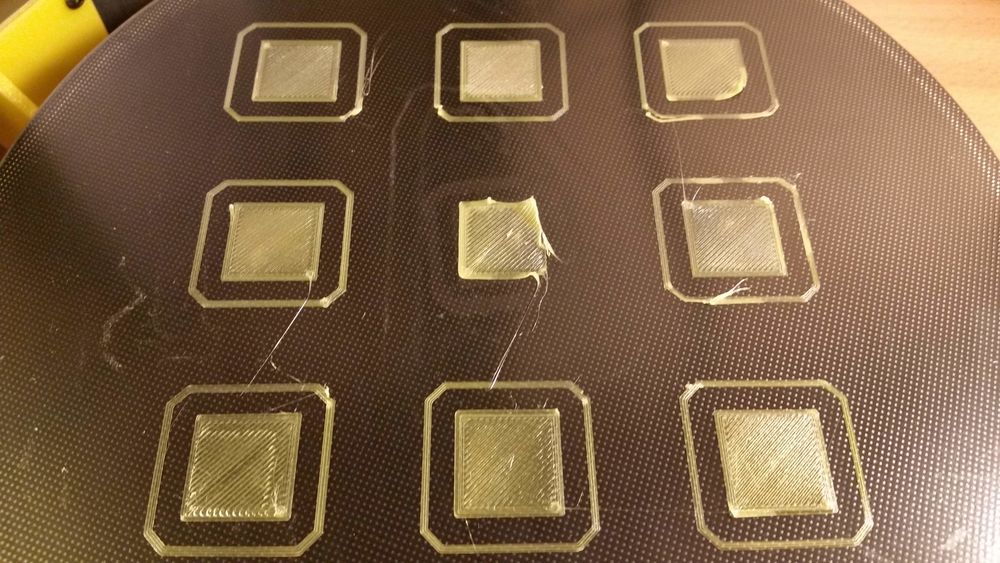
Here is the test print result. PETG at 70C table and 225C nozzle (factory recommendations are 60 and 220-245).
Speed down to 20 mm/s. No offsets or babystepping used.
I'd say the good print was only in the front middle and front left (though nozzle was too low there during tests). Center is a complete mess, but this is possibly due to table being worn off there (i had a bad print where plastic was literally smashed into table there). The other prints have delaminations at corners mostly.
Full size
-
Made a lot of experiments. Understood that i'm an idiot, but that's ok, i always suspected that.
I always thought that calibrating with nozzle just touching paper gives enough hight. But it occurs that it is better to have a nozzel at around 0.3 mm from bed (given that the bed surface is not perfectly flat). That was my mistake from the very start. I should have started with bigger babystep and go down until getting best results.
Many thanks to you all who helped me to understand this!Finally got first layer sticking all over the bed (there are some minor imperfections sometimes but mostly at the bed edge which is not used very often).
Got this on 70C bed, 240С hotend, +0.10 babystep, first layer width 90%.
So looks like the sweetspot is found.Now i'm confused with this question: what to do with this? I mean using babystep at every print start does not look like permanent solution. So what is the correct way to do it? Change the Z height in delta settings or use First layer height = 150% setting in slicer or use Z-offset = 0.15 setting in slicer or change the Z probe height to current - 0.15 and recalibrate?
I think using First layer height = 150% is the best solution (in Simplify3D at least) as it will raise extrusion amount enough to give the good layer.
-
you adjust the G31 Z offset by the babystepping value that works for you.
then run the delta calibration again and use those values. -
@Veti
Tried to do so and after calibration and new bed mesh correction ended up with not sticking again... Strange.
Reverted to the working values and made corrections in slicer (extrusion height and width on first layer) - works fine. Will keep this setting for now. -
@SnakeSP said in Having problems with Anycubic Kossel Linear Plus calibration:
Tried to do so and after calibration and new bed mesh correction ended up with not sticking again...
did you increase or decrease the z offset. i sometimes get the direction confused and decrease it because the baby stepping was negative.
-
@Veti
I had Z probe height at 15.585 when i got good first layer sticking with babystep +0.1 mm (higher from bed 0.1 mm) which gave me total nozzle height from bed 0.3 mm when printing first layer. Also extrusion was higher than normal.
When i tried to recalibrate i have set Z probe height to 15.485 mm, which is in my understanding moving nozzle 0.1 mm from the bed (lowering Z height is moving nozzle from the bed, increasing Z height moves the nozzle towards the bed), or maybe i'm wrong? -
@SnakeSP
yes correct direction.