Having problems with Anycubic Kossel Linear Plus calibration
-
@snakesp said in Having problems with Anycubic Kossel Linear Plus calibration:
PT1000 or PT100
PT100 will need a daughterboard.
should i use autocalibration with S7
i would do it once and see what the result is. you dont have to save it.
But X and Y are off +0.3 - +0.4 mm.
i have read that even though marlin uses 267 for rod length, some users say its 266.5
-
You said in your first post "no change to rods and carriages", and "changed the heating cube and nozzle". Do those changes affect Joint-to-Joint distance of the rods in any way? If not, stick to the length that worked for you in Marlin. With "worked" defined as "produced correct X & Y measurements".
-and-
Consider upgrading to Haydn Huntley magnetic-ball-end rods. They are the single biggest upgrade you can do to this printer; they will result in more noticeable quality than the change of controller board (I have one of these printers). And... Haydn's rods are marked for length. If you use his rods, always use that marked length.
Delta / Kossel printer fanatic
-
Oh, and I'm running an E3D hotend in a Smart Effector. Running E3D's thermistor with no problems, and I regularly print anywhere from 190 to 240.
-
@veti Yes, i know PT100 requres daughterboard, but it should be most accurate. I'm really tired of temperature sensors calibrations
")
PT1000 is cheaper, but i will need to change the heating cube at least because i haven't found PT1000 in 3 mm capsule, only in 4 mm.Did calibration with S7:
6:14:15 PMM666
Endstop adjustments X-0.72 Y1.04 Z-0.32, tilt X-0.03% Y-0.20%
6:14:07 PMM665
Diagonals 274.863:274.863:274.863, delta radius 136.095, homed height 287.654, bed radius 115.0, X 0.469°, Y -0.907°, Z 0.000°
6:13:58 PMG32
Calibrated 7 factors using 16 points, deviation before 0.132 after 0.024
Don't think that 274.863 for rod will do any good, too big difference with reality.
Stayed at 266.5 for now. X is 100.32 mm (for 100 mm in model), Y is 100.97 mm. Will try M579 to compensate. -
@danal In fact Marlin never gave really accurate dimensions. Y and Z were fine (less than 0.1 mm deviations), but X was always 1% more than it should be. This was with 267mm rod length. I assume that was due to inaccurate printer build. That's why a have rebuilt whole frame from scratch. And at the same time changed MB to Duet to move to 32 bit and 24 V for faster printing.
Now the X and Y dimesions errors are close, so looks like this can be compensated with M579.
As for Haydn's rods: too expensive right now for me. But i'm working on selfmade magball arms to test (with cylinder magnets in rod and steel balls on effector and carriages). -
Unless you've posted newer files that I missed...
Your config-override contains:
M665 L271.500 R135.224 H287.541 B115.0 X0.505 Y-0.998 Z0.000
@snakesp said in Having problems with Anycubic Kossel Linear Plus calibration:
@danal In fact Marlin never gave really accurate dimensions. Y and Z were fine (less than 0.1 mm deviations), but X was always 1% more than it should be. This was with 267mm rod length. I assume that was due to inaccurate printer build. That's why a have rebuilt whole frame from scratch. And at the same time changed MB to Duet to move to 32 bit and 24 V for faster printing.
Now the X and Y dimesions errors are close, so looks like this can be compensated with M579.Got it. Sounds good.
As for Haydn's rods: too expensive right now for me. But i'm working on selfmade magball arms to test (with cylinder magnets in rod and steel balls on effector and carriages).
Cool! Magnetic joints really do help this printer. Of course, measure them as best you can after you build them (maybe even take them to a local school, or maker space, or...).
-
@danal
config-override.g now has the following:
M665 L266.500:266.500:266.500 R133.832 H287.529 B115.0 X0.460 Y-0.913 Z0.000
M666 X-0.711 Y1.035 Z-0.324 A-0.03 B-0.20The main thing for rods is to build them at the same jig, so they are totally egual in length. But yes, length measures are important too.
-
@snakesp said in Having problems with Anycubic Kossel Linear Plus calibration:
because i haven't found PT1000 in 3 mm
-
@veti Thanks
-
-
Got PT100 sensor. So now i'm almost sure the nozzle temperature is shown correctly.
However i'm still not even near to solving the first layer problem...
Started from scratch and removed everything to defaults. Meazured Z probe trigger height. Strangely enough now it is 15.845 mm (but measurements are consistent at x0y0). But it is different at other points. So changed bed.g to reflect those differences.
Autocalibration showed:
Calibrated 6 factors using 16 points, deviation before 0.007 after 0.006
and was consistent after several attempts.
So i conclude that printer is now calibrated.
Out of PLA so moved to PETG at 60x240 for first layer and 60x220 at subsequent layers.
But when i try to print i get first layer smashed into the bed just as before. After 2-3 layers it delaminates from table.
Tried using babystep +0.05 - no changes except that first layer is not smashed into table that hard as before.
With babystep up to +0.15 got something looking like normal extrusion but it delaminated from bed also.
Really out of ideas once again... -
Given the babystep, it sounds like you are close.
Try:
G28
G0 Z5
G1 Z0 F800And see if the nozzle is JUST touching the bed. Paper should drag but not get stuck. If this is off, change the probe height and recalibrate. Keep doing this until paper just drags after the above three commands.
If this works, as a double check, starting from the Z0 above, enter more commands, to check at a different spot on the bed:
G0 Z5
G0 Y50
G1 Z0Still "just touching?"
Let us know.
Delta / Kossel printer fanatic
-
With babystep up to +0.15 got something looking like normal extrusion but it delaminated from bed also.
It’s a good approach to play with babystepping until you get a proper first layer. @Danal is right, you are close. And don’t be shy to go even higher: sometimes it is better to lay the filament smoothly onto the surface instead of pressing it into the bed.
Then, as @Veti posted (on 1st of September), „if i need to adjust it with microstepping to get a good first layer i update the offset with the microstepping used“. Good advice.
Delamination on subsequent layers is a different story: One reason may be the specific filament you use. More often, the upper layers cool down too quickly, so try to set your temperature to 240 deg. for all layers. Next, turn down the part cooling fan and see what happens then. Finally, you can try to close the sides of your printer, PETG doesn’t like fresh air.
-
@Danal
Got these results (with bed at 60C):
x0y0 - a bit too high
x-50y0 - ok
x-50y-50 - too low
x-50y50 - a bit too high
x0y50 - ok
x50y50 - ok
x50y0 - ok
x50y-50 - a bit too lowSo looks like the bed is slightly tilted? Tried recalibrating with S8 and got this:
M665 L266.500:266.500:266.500 R133.769 H287.544 B115.0 X0.385 Y-1.246 Z0.000
M666 X-1.295 Y1.179 Z0.116 A0.34 B0.21
But the check results are exactly the same.@infiniteloop Looks like just babystepping won't be enough here as there is a problem with probing results described above.
-
OK, you can try to physically level the bed a little.
Whether you do or not, do this:
-
Get the Z-Probe offset as correct as possible at X0Y0
-
Run a calibration. Maybe several.
-
Run a mesh bed probe. Be sure and put the G-Code to activate bed mesh in your slicer start script (I don't remember the exact code and don't have a printer near at this moment).
Also, if you test by hand again, like above, be sure mesh is active when you test.
You may have to repeat these steps a couple of times. But it all starts with correct probe offset (at X0Y0).
Delta / Kossel printer fanatic
-
-
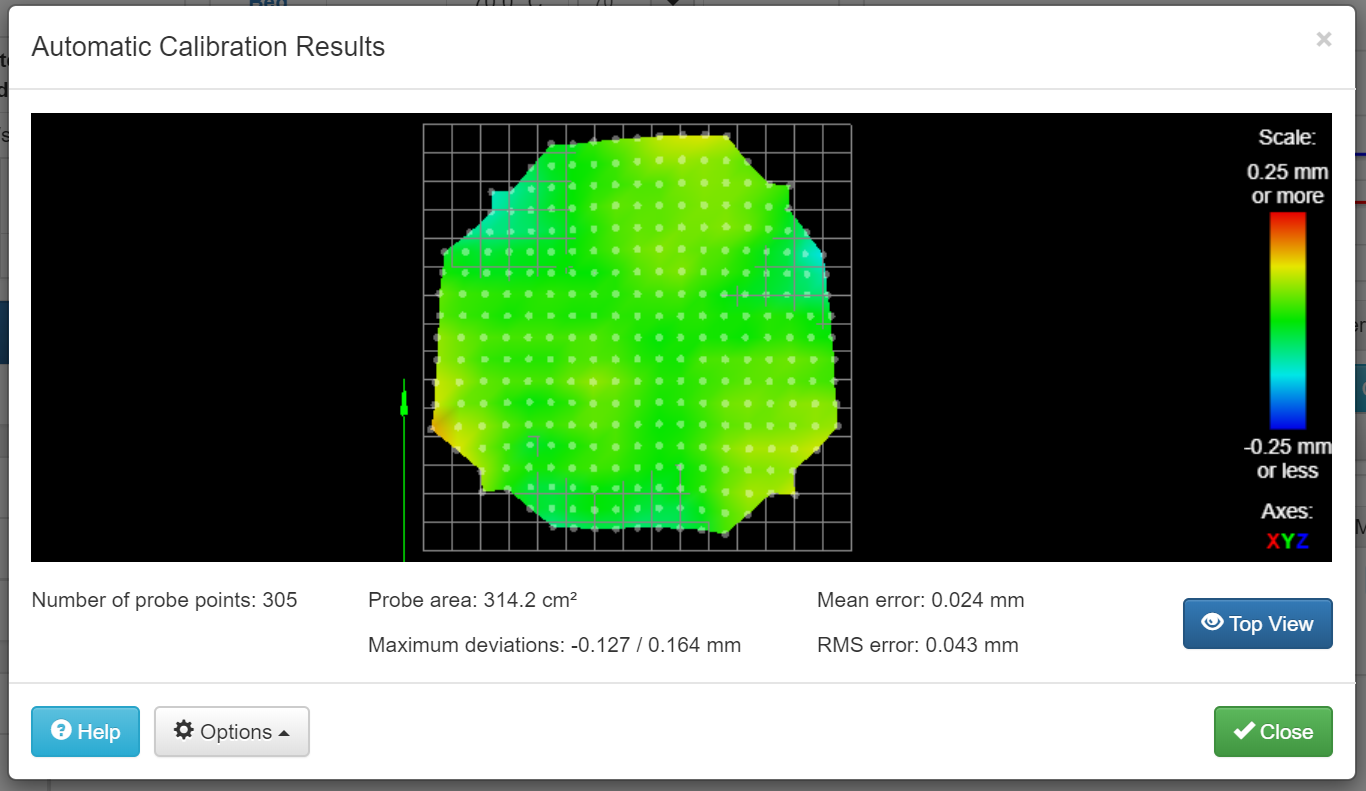
can you post the picture of a bed mesh level? G29
-
@Veti said in Having problems with Anycubic Kossel Linear Plus calibration:
can you post the picture of a bed mesh level? G29
YES!! @SnakeSP Please post.
-
-
that bed would account for the slight irregularities that you are seeing. so you will need to print with mesh bed levelling enabled.
check with M122 that the bed was actually loaded and is active.
-
@Veti
M122:
=== Move ===
Hiccups: 0, FreeDm: 169, MinFreeDm: 163, MaxWait: 26536ms
Bed compensation in use: mesh, comp offset 0.000so mesh is enabled. Then why the nozzle height is good at center but too low at x-50 y-50 for example? I thought with mesh enabled nozzle height should be more accurate at all points.
One more thing, on loading bed mesh (G29 S1) i get this:
Warning: the height map was loaded when the current Z=0 datum was not determined probing. This may result in a height offset.
What am i missing?