Delta - Can't get first layer flat
-
Just noticed: 277 probe points for mesh on a 140mm radius bed!!!!! Highly, highly overkill.
Increase your spacing on M557 S. Note: This won't fix anything, but it will make it MUCH faster and therefore less frustrating to run, and experiment, and debug.
")
-
@danal said in Delta - Can't get first layer flat:
I disagree with @garyd9 statement: so you can't get a good calibration without properly configured probe points (including the H parameters.)
Trigger heights are highly optional... it is quite possible to get excellent calibration without them (unless there is something really exotic going on in your printer; rare on a delta).
Danal, what are you using as a z-probe?
He's using FSRs. As someone who is ALSO using FSRs, I can tell you that the trigger height very close to a FSR can be very different from a trigger point farthest from all the FSRs (such as the center of the bed.) As an example, I can measure a difference of 0.09 between my bed center trigger height and the trigger height directly over a FSR. (That's almost a full layer when printing at 0.1mm) (That's probably an extreme example, but not really an "exotic" one with FSRs.)
If the heights aren't set up properly, the duet will "see" a curved build plate shaped like... a cup. What do you suspect the auto-calibration will do with that? Probably it'll "fix" the delta radius so it's flat....
Of course, the delta radius will then be wrong and you'll end up with a dome shaped build plane.
If you ignore the outer edges of the build plate in the mesh images he shows (which I address below), you might notice that the bed is much flatter after the trigger heights were configured.
As well, as I mentioned, I believe that mesh compensation probing can't be entirely useful without the duet knowing the trigger height at each specific mesh compensation probing point. How can it know where the build plate is when the point of z-probe contact is variable?
@danal said in Delta - Can't get first layer flat:
Looking a @jrjones88 map, there are deviations over 1MM? 2MM? A few tenths or hundredths of trigger height is not going to fix this (his largest value in the supplied bed.g is 0.131). Something else is going on.
Those seem to be limited to the outer edges of the bed. With FSRs, again, that isn't completely unusual. The bed is "floating" on whatever is between the FSRs and the bed, and depending on the actual location of the FSRs, the entire bed can tilt when the nozzle presses against it.
"I'm not saying that you are wrong - I'm just trying to fit it into my real world simulated experience."
-
FSRs, Got it. Some bed movement, which varies across radius and/or proximity to FSR mount point; proper action is to compensate with H. Understood, and I stand corrected.
Still... does not seem to make much sense that the probe point in the "back", shown as very red, measures about 1.5 to 2 mm different, that the FSR allows the bed to move that a full 1.5mm or more at that point, and the point that is literally adjacent "inward" is green, meaning less than .1 movement caused by the FSR.
I would expect a series of probe points at different distances to vary in a linear fashion (or a trig function, maybe). The fact that a given set of points is flat, and "jumps" to being way off... that seems very odd, and like something else might be going on.
And to directly answer about my printer: Probe is a Smart Effector.
Delta / Kossel printer fanatic
-
@garyd9 said in Delta - Can't get first layer flat:
If you ignore the outer edges of the build plate in the mesh images he shows (which I address below), you might notice that the bed is much flatter after the trigger heights were configured.
Actually, no.
Take off the red edges, and the "after H" map has quiet a bit less green and more blue... including a really deep trough at upper left.
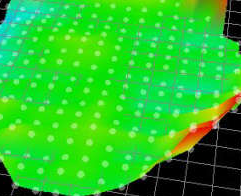
Without H (ignore the red edge)
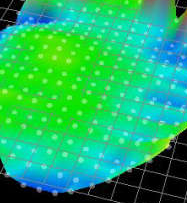
With H
-
@danal said in Delta - Can't get first layer flat:
Still... does not seem to make much sense that the probe point in the "back", shown as very red, measures about 1.5 to 2 mm different, that the FSR allows the bed to move that a full 1.5mm or more at that point, and the point that is literally adjacent "inward" is green, meaning less than .1 movement caused by the FSR.
The FSRs are typically placed in a triangle under the bed. Inside that triangle, there's not a big problem, but outside the triangle the nozzle pressing down can cause the entire bed to actually lift off one FSR mount, pivoting on the other two. There are some FSR mounting systems that try to offset that problem by adding a large plate under the build plate and over the FSRs - which can allow moving the FSRs outside the radius of the build plate. I don't know if the OP has such a system.
I still believe that the best test isn't mesh compensation images (which can't be accurate with a system like FSRs.) The best test for a 3D printer is to print a layer. Print a giant asterisk that's one layer high. Let the build plate cool off, peel off the asterisk, and then measure the height of the print at various locations.
Here's a good article that talks about configuring the duet board to use FSR's - including trigger heights, bed.g adjustments, etc: http://www.sublimelayers.com/2016/01/fsr-auto-calibration-setup-for-duet.html.
-
So I changed a few things, and I found that adding a small delay before probing seemed to help quite a bit.
UnderM558 Rnnn Z probe recovery time after triggering, default zero (seconds) (RepRapFirmware 1.17 and later)And then I was probing for a bit without a hotend and using a dial indicator instead, and that gave me better results. How I had the hot end mounted was causing a slight interference with the delta arms at the outside of the bed that I did not see. Changing how my hotend was mounted produced the same results as with the dial indicator.
I did do some test prints, and using the probe offsets didn't really help too much. The nozzle still goes low in front of the Y and Z tower, but with the probe offsets its too high in front of the X tower.
For now I'll leave the probe offsets at zero.Picture before I changed the hot end mounting.

Picture after I changed the hot end mounting.

Although it looks worse in the picture, it's much more even, except the spots by the Y tower, and then the large part by the Z Tower. Its still better than before, since before in those areas the nozzle would drag on the build plate, and now it is at least depositing some filament in those areas.
I got similar calibration results before and after changing the hot end mounting.
Calibrated 8 factors using 13 points, deviation before 0.049 after 0.020 Diagonal 290.800, delta radius 126.528, homed height 598.400, bed radius 140.0, X -0.209°, Y -0.254°, Z 0.000° Endstop adjustments X0.05 Y-0.08 Z0.03, tilt X0.39% Y-0.11%This is the heightmap without probe offsets:

heightmap (after hot end change).csvMy build plate is pretty flat, its a 3/8" cast aluminum tool and jig plate, specced to a Mic6 equivalent (thickness tolerance of +/- 0.005" or 0.127 mm,) plus a glass plate on top of it.
Yes I've read Mhackneys posts before, while helpful they didn't solve my issues.
My FSR's are setup similar to his, so rocking should be minimized. -
That second test print looks odd. It appears as if the system just stops (or starts - depending on direction) suddenly as it moves past the Z tower.
Bed tilt?
In your most recent bed.g, are you using S8 on the last G30 command, or S6? If you're using S6, go into config-override.g and take a look at the M666 command in there. Are the A and B parameters set to non-zero? If so, the duet is using bed tilt parameters, but not calibrating them. You can copy the values someplace and then change them both to 0. (Reboot and test again.) This will remove the tilt "corrections" that aren't being re-calibrated.
Or, just change your last G30 in bed.g to use S8 instead of S6 . (which will cause the duet to recalculate tilt each time you calibrate.)
On the other hand, if you ARE using S8 already, try to switch to S6 and set the A/B parameters on M666 in config-override.g to 0. (Perhaps it's getting the bed tilt computations wrong.) (which will turn off calibrating for bed tilt and remove any older value being used.)
The whole idea here is: Something isn't working right, so try different things (one at a time) to get them working. If you keep backups of each thing you change, you can always go back.
"I'm not saying that you are wrong - I'm just trying to fit it into my real world simulated experience."
-
I had similar bad results with my first Smart Effector on a Rostock Max V2 (converted to Trick Laser Max Metal).
Replaced almost everything and used an old set of JohnSL's FSR Kit which worked pretty well.
So I dug deeper and found a spot on the Smart Effector where it has a mechanical defect.
Anyhow the new Smart Effector works well, but still have the John SL Board in place.... Got another one of my other Delta.Anyhow, when I was experimenting with the stuff, especially the Belt Tension, I realized, the damper used for the Nema 17 Steppers was one of the things effecting a layer in the way you have shown.... but should not be the case with the Max V2 as the mount of the Nema 17 is different than the Max Metal (have both here).
Anyway, it is worth a look. Are you using Stepper Dampers?
-
-
In respect to the flatness of the bed--perhaps the aluminum plate is flat, but the glass top is not. Do you get the same readings doing a measurement without the glass directly on the plate?