1.8mm Bondtech CHT nozzle print issues
-
Hi guys
I did some serious upgrades to our Creality CR10 Max, but do need help with fine-tuning.
Upgrades:- Bondtech LGX large gears extruder
- Mosquito Magnum+ Air, with two 50W Mosquitos heaters
- Bontech high flow CHT nozzles - 1.8mm nozzle is the main aim
- Duet Mini 5 + Ethernet, PanelDue
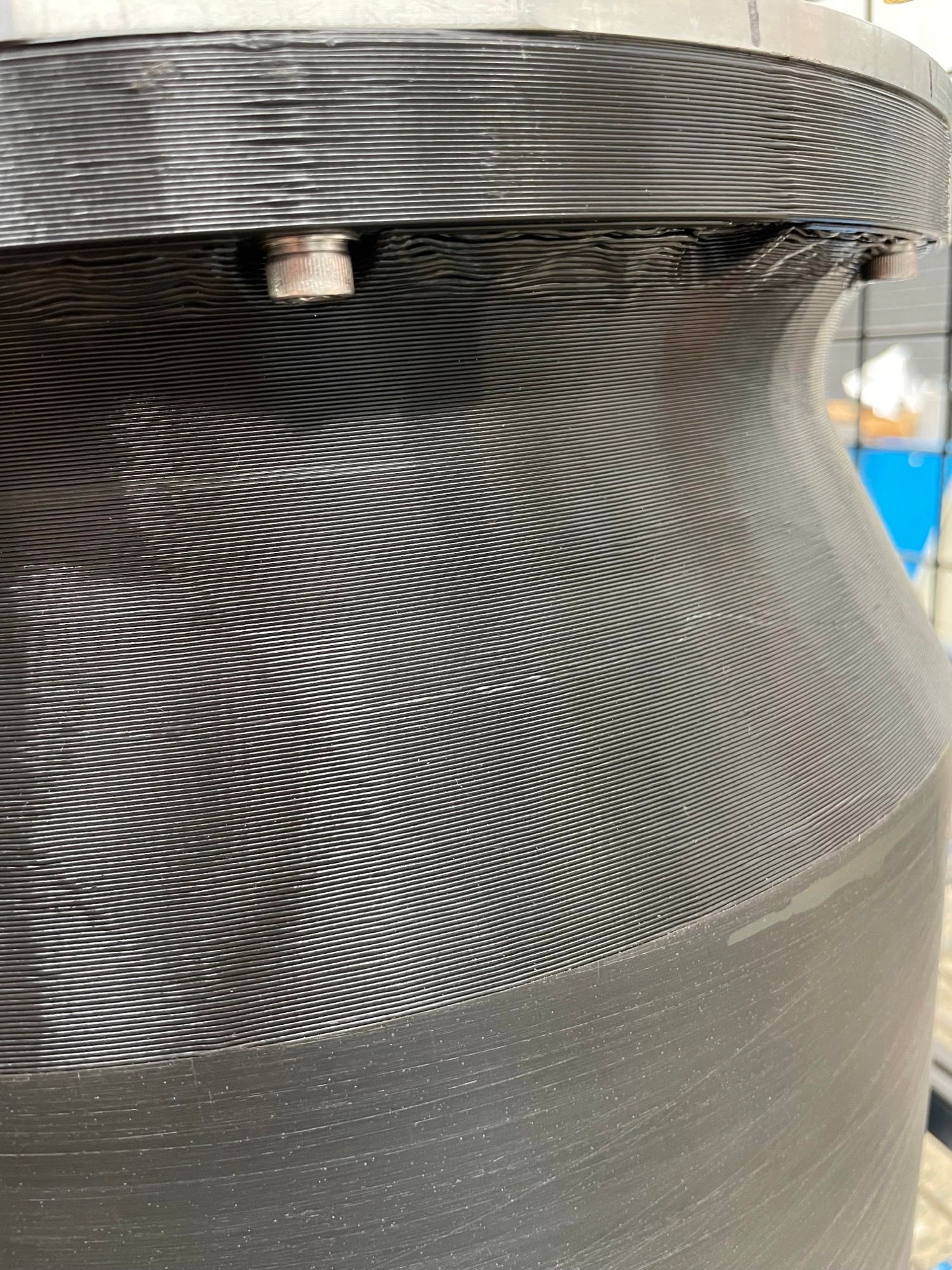
I have successfully printed very large and strong prints (approx 350mm in diameter and 450mm in height) in a fraction of the time it would take with a 0.8mm nozzle and standard parts. I have attached 3 images, two of the test part that I have been trying to tune and 1 of one of the finished prints currently in use.
Issues so far:
- Gaps between infill lines - see circles and infill gaps.
- Extrusion - excessive material extruded, nozzle ends up bouncing over the print when moving.
- Stringing - I think related to above and temp
I have tried a range of combos using @Phaedrux macros, however, I can't get a base that works. I am hoping for this to be a constructive discussion

I would love to end up helping others who would like to try this out. My next "printer project" is to do the same upgrades to an Ender 5. Parts are currently sitting in the cupboard


-
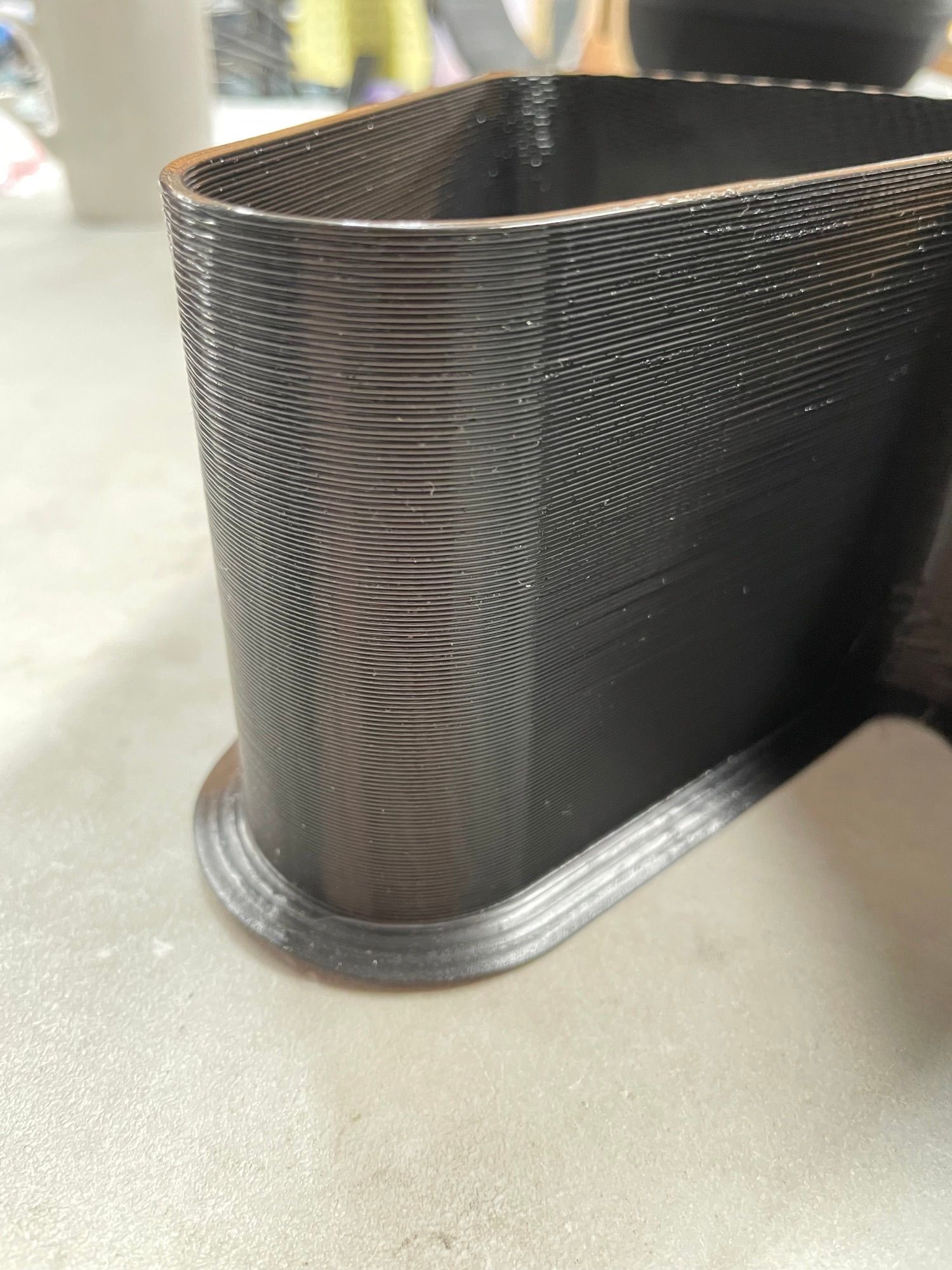
I have attached the config file plus two more images of another test print to conclude max flow rate. You can see in the images where the print starts to suffer, which corresponds to 57mm3/s.
I have tried a range of temps and volumetric flow rates by changing the print speeds in Cura. Short quick lines are the issue with this setup, long lines (around the edges in Flow rate test part) work well with little to no defects, even at high speeds and flow rates. The issue is I need infill and this causes the issues you see in the images.
Either way, I've wasted too much time on my own. I need help
 config.g
config.g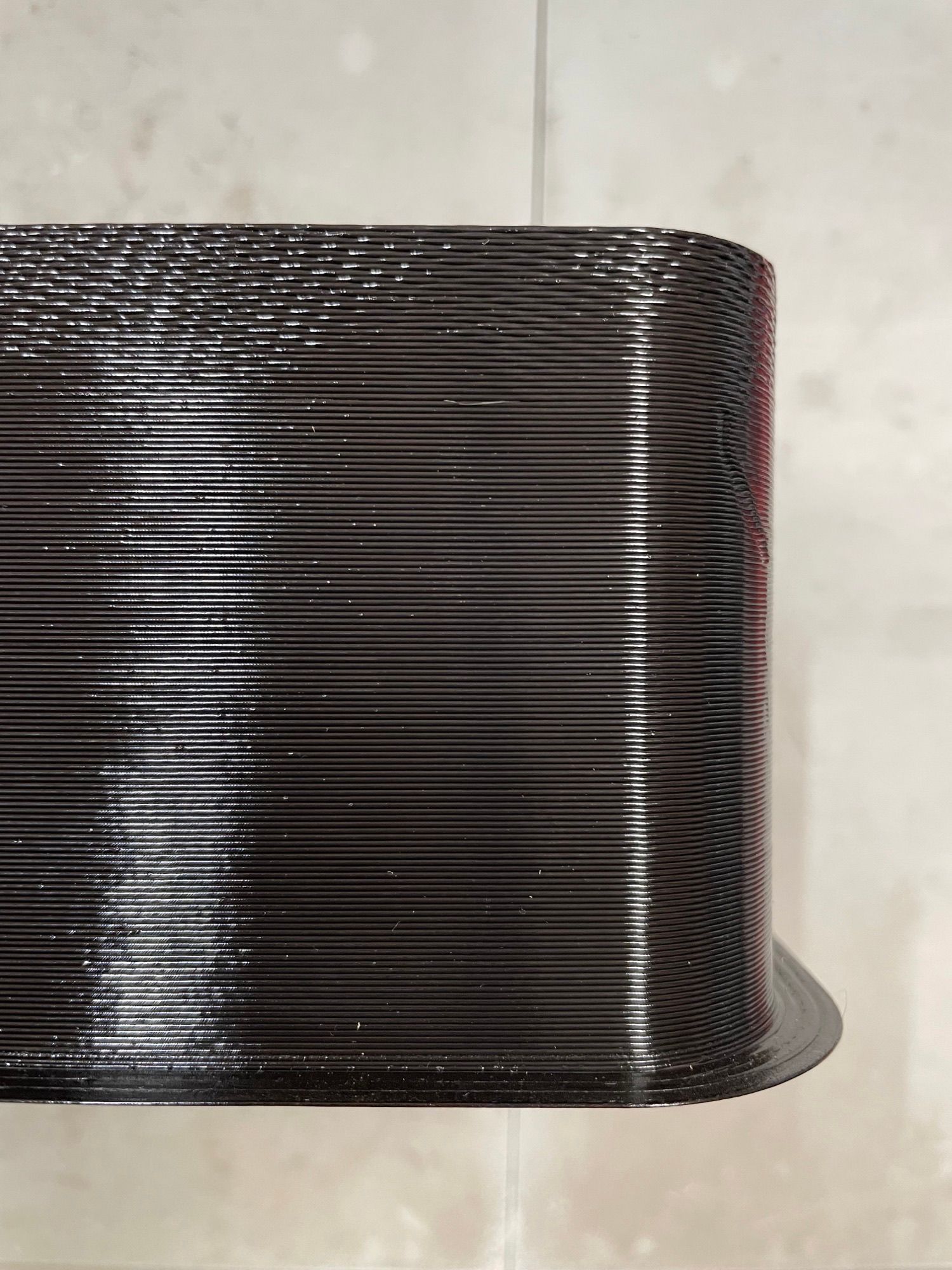
-
@DavidLeigh From the (albeit limited) work that I've done with high flow rate hot ends and large nozzles, I'd say that you are unlikely to completely fix those issues.
The problem is that once melted, filament is fairly free flowing and with little to no restriction at the (large) nozzle, it simply runs out due to gravity. As you have discovered, long continuous extrusion moves are OK, but with short moves filament simply oozes out of the nozzle faster than the extruder pushes it in. So you get over extrusion until the melt chamber gets depleted, then under extrusion while the melt chamber gets replenished.
High viscosity filaments work better than low viscosity filaments. So while it might be tempting to use PLA because it melts easily, this is a bad choice because it has relatively low viscosity. And while the temptation might be to use a high temperature in order to achieve the desired melt rate, this lowers the viscosity of the filament which makes oozing much worse. So a lower temperature will help as will a higher viscosity filament but this might mean than you have to reduce the print speed. Also, you need a massive amount of part cooling air flow due to the volume of filament that needs to be cooled.
-
@deckingman Thanks for the reply!
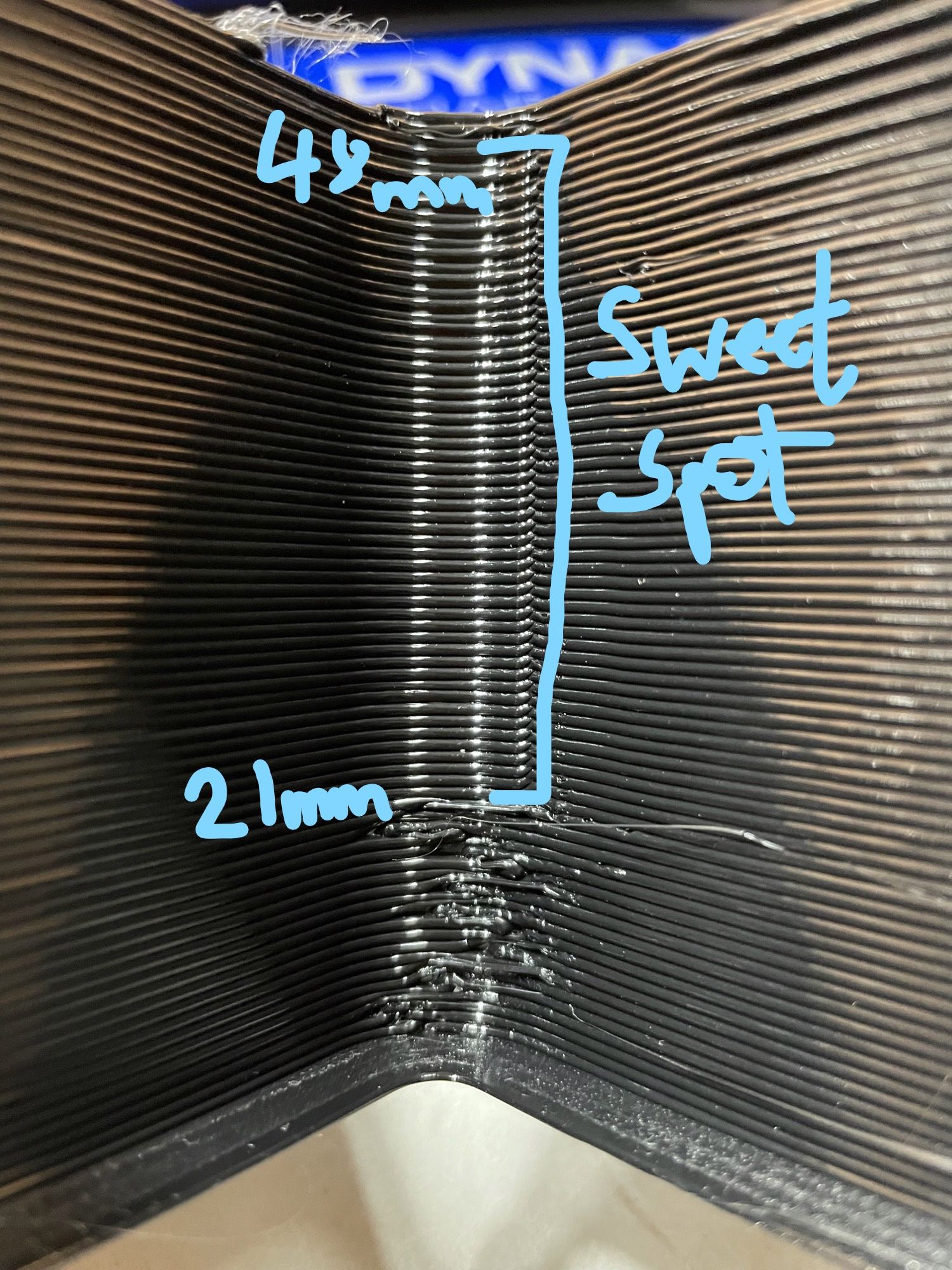
I agree with you and have tried to get a perfect point where print speed, flow rate, and tuning settings give the best scenario. I set up another test print 80mm high with 1mm layer heights. Then I set the number of slower layers to 79. As the print speeds and flow rate increased with each layer I found that there was a sweet spot (see image attached) where the start and ends of extrusions worked well and there were no gaps. This doesn't shower solve the issue of short infill lines, which are still terrible.
These results are with the following settings:
*Retract/Reprime length 0.50/0.70mm
*Pressure advance set to 0Unfortunately, infill prints still look terrible. Ill try slowing them down a lot.
-
@DavidLeigh I have a 6 input hot end and did some experiments with feeding all 6 inputs concurrently and using nozzles up to 1.5mm diameter. I printed a waste paper bin in 73 minutes - I'll post a link to the video I made when I'm next in a computer (as opposed to my phone). The average volumetric flow rate for the print was 73mm^3 / sec. But it's untameable at lower flow rates. Fine for making large items - especially in vase mode, and the parts are immensely strong. But forget trying to do any sort of detail - including short infill.
EDIT - here is a link to that video I mentioned. https://www.youtube.com/watch?v=gc8AciHjf4I
Layer width 1.65mm, layer height 1.0mm, 80mm /sec print speed (first layer 60). Average flow rate for the entire print 72.34 mm^3/sec.
-
A Nozzle with closing mechanism is needed...but that's not easy to design.

-
@cosmowave said in 1.8mm Bondtech CHT nozzle print issues:
A Nozzle with closing mechanism is needed...but that's not easy to design.
Yes, that's something that I've been thinking about for quite some time. Going back to my automotive days, that's how fuel injectors work - it's called a "pintle valve". As well as large nozzles, the other use case would be active mixing hot ends where retracting filament doesn't necessarily result in relieving pressure at the nozzle tip due to the size and design of the mixing chamber.