How to unclog a Mosquito or Dragon hotend
-
@luke-slaboratory You missed the chat session I had with @jen55 but essentially I was using 6 off genuine Slice Engineering Mosquito heat breaks on a 6 input mixing hot end that I was/am trying to develop. Mixing hot ends have a unique problem in that one of more filaments might be static but at print temperature for many hours. If the filament is PLA with a Tg of around 55 - 60 deg C, then the heat that creeps up through the filament itself is enough to soften it, causing it to swell and block the heat break tube. It doesn't matter how good the heat break is because the heat is conducted up through the (static) filament itself. For most "normal" hot ends, this is never an issue because fresh filament is always being fed in as the print progresses. I concluded that unfortunately, if one wants to use PLA in a mixing hot end, then all metal heat breaks are a no-no and only PTFE lined heat breaks work in this specific scenario.
I do also have a dual input hot end which uses two Genuine Mosquito heat breaks but I've butchered them but machining off the copper heat sinks such that the thin wall tubes pass through a liquid cooling block (instead of being air cooled). This has never blocked but that's more likely due to the fact that both filaments are fed concurrently at a ratio of 50:50, rather than it being anything to do with the liquid cooling.
-
@mjlew I didn't had a problem with the hermera jamming until a switched to petg and forgot a set up the correct retraction profile and the hermera doesn't like a retraction of 6mm .
So I had right problems freeing the blocked petg from the heat break and finished up drilling it out and burning it out on a gas ring .
After that I forgot to heat tighten it for petg and printed a long print job overnight , and woke up to a massive petg dome which I had to replace the full hot end assembly . -
@tecno said in How to unclog a Mosquito or Dragon hotend:
Are you using the original nozzle? My first tests I got a lot of clogging, blaming partly still on BMG but tonight I changed nozzle standard brass. Running Real PETG and it looks OK just now, still 80% to go.
Were you using steel nozzle before you switched to the brass one? I did some research into the effect of deflected part cooling air on the temperature inside a nozzle. It isn't a complete picture of what happens because in order to fit the thermocouple inside the nozzle, I had to run the tests without filament loaded. You can read about it on my blog here https://somei3deas.wordpress.com/2020/05/21/the-effect-of-deflected-part-cooling-air-on-brass-and-steel-nozzle-temperatures/
But by way of summary, with the hot heated to 200 deg C with the bed to nozzle distance of 2mm or less, the deflected part cooling air would drop the temperature inside a steel nozzle to around 164 deg C, but with a brass nozzle, the temperature on;y dropped to to 189 deg C. So the temperature inside a steel nozzle (which has poor thermal conductivity), with deflected part cooling air (as opposed to the airflow being directed at the nozzle), could be as much as 25 deg C cooler than a brass nozzle (with much higher thermal conductivity). So ones needs to either not use part cooling air (or severely reduce it) or run the hot end much hotter (but that could "cook" the filament in the melt chamber. Or maybe use a copper coated steel nozzle - I haven' tested one so have no data.
-
Yes, the one supplied by Phaetus.
-
@deckingman, I can't help but think that 'copper coated' anything is a marketing gimmick. Yes you get higher thermal conductivity but you have such a small coating thickness that you get none of the heat conducting benefit of copper. You do get a shiny nozzle that you can marvel at though
")
-
@jens55 said in How to unclog a Mosquito or Dragon hotend:
@deckingman, I can't help but think that 'copper coated' anything is a marketing gimmick. Yes you get higher thermal conductivity but you have such a small coating thickness that you get none of the heat conducting benefit of copper. You do get a shiny nozzle that you can marvel at though
I tend to agree but I'd like to do some tests to verify my suspicions. Maybe the better approach is is copper nozzle but with an abrasion resistant coating. Or I would think that a silicone "sock" over a steel nozzle which would insulate it from deflected (or direct) part cooling air would offer good resistance to abrasion while maintaining a sufficiently high temperature.
-
@deckingman If you're going to start testing more nozzles, throw in a tungsten carbide based one as well. They're pricey, but my first experience with one was good in terms of thermals. Same thermals as brass, and supposedly harder than the hardened steel nozzles.
The odd thing with those is that they aren't completely tungsten carbide. At least the ones manufactured by Dyze use a tungsten carbide nozzle tip "insert" with a steel outer body. (I wonder how that would impact your test.) The other two companies that sell them (3DMaker Engineering in the US and another company in Canada) don't reveal if they're using inserts or what.
As for the dragon heat break - in my case I ended up throwing the clogged one away and replacing it with a spare I had. While doing that, I also replaced the HEAVY copper heater block with a clone aluminum one. (On my delta, I don't need 300C temps, and only use the "standard" dragon, so I don't see any advantage to the extra weight.) One other benefit of the clone aluminum block is that I can use standard E3D sized silicon socks.
-
@garyd9 I'm not supposed to pass on this information so don't tell anyone, but to unclog a Mosquito style heat break, put it on an oven with a pyro cleaning cycle. The 500 Deg C or so will burn off any plastic leaving just some white ash. The reason why this can't be officially recommended is that toxic fumes could be given off so make sure the room is well ventilated. Oh, and don't put the entire hot end in the oven - just the heat break.
-
@deckingman said in How to unclog a Mosquito or Dragon hotend:
@garyd9 I'm not supposed to pass on this information so don't tell anyone, but to unclog a Mosquito style heat break, put it on an oven with a pyro cleaning cycle. The 500 Deg C or so will burn off any plastic leaving just some white ash. The reason why this can't be officially recommended is that toxic fumes could be given off so make sure the room is well ventilated. Oh, and don't put the entire hot end in the oven - just the heat break.
I can't. I'm in the US and our ovens don't heat up to temperatures with "C" in them. Our only choices are all F. F this, F that.

(Sorry for the hopefully obvious sarcasm. I've always wanted to respond to a forum post here with something like that.)
-
@deckingman -- I had earlier suggested trying a dyze tungsten carbide nozzle. After receiving mine, I'm going to take that suggestion back. It appears that the threads on their M6 nozzles (which are supposedly E3D compatible) are shorter by about 1mm than an actual E3D nozzle.
The result is that it's not possible to properly tighten the nozzle if you have a heat break that threads to a fixed depth inside the heater block (such as the dragon or mosquito.) The nozzle will tighten all the way up against the heater block without making good contact against the heat break -- which may result in filament leaking.
(With a true E3D block/break, this wouldn't be a problem: you could just thread the heat break further inside the block.)
Edit: I just started a "self clean" cycle on my oven with my clogged heat break (and nozzle) inside. I'll post the results in about 4 hours when it's done and cooled off. If that doesn't work, I might have to track down someone with a torch.
-
@garyd9 said in How to unclog a Mosquito or Dragon hotend:
@deckingman -- I had earlier suggested trying a dyze tungsten carbide nozzle. After receiving mine, I'm going to take that suggestion back. It appears that the threads on their M6 nozzles (which are supposedly E3D compatible) are shorter by about 1mm than an actual E3D nozzle.
The result is that it's not possible to properly tighten the nozzle if you have a heat break that threads to a fixed depth inside the heater block (such as the dragon or mosquito.) The nozzle will tighten all the way up against the heater block without making good contact against the heat break -- which may result in filament leaking.
Ahh, that'll because you didn't buy the outrageously expensive sealing washers that Dyze use between the nozzle and the heat break. They probably make the nozzle deliberately short so that you have to buy the washers as well. https://dyzedesign.com/shop/ra/sealing-washers-kit/
I say outrageously expensive because it works out at $3 a washer which is bad enough, but when I bought a pack, the shipping cost to the UK added another $11.92 making it $20.92 or almost $7 a washer!!
-
@deckingman said in How to unclog a Mosquito or Dragon hotend:
Ahh, that'll because you didn't buy the outrageously expensive sealing washers that Dyze use between the nozzle and the heat break. They probably make the nozzle deliberately short so that you have to buy the washers as well. https://dyzedesign.com/shop/ra/sealing-washers-kit/
Oddly, the page you linked to states:
Note: Every nozzle ordered comes with at least 2 sealing washers
Mine certainly didn't! No washers - just a fancy metal tin, lots of foam, and a nozzle plopped in the middle. Well, now I need to thank you. I was expecting to have to pay a 15% restocking fee to Matter Hackers to return the nozzle, but now that you've shown me that page, I can claim that I received a defective package and shouldn't have to pay a restocking fee.
Edit: I didn't need to argue - they had already approved the RMA.
Thank you!!
Gary -
@garyd9 Not quite sure how we started with "How to unclog a Mosquito hot end" and end with "how to claim your Dyze nozzle sealing washers" but I pleased for you that we did.
-
So, my baking project had the following results:
The heat break is cleared, though it's lost all it's color. It went from a very pretty shiny copperish color to something that looks more grayish. I think the oven burned off all the simulated pretty copper color and left whatever metal is really there.
The nozzle I put in there is still clogged. I think it's a lost cause. I took a surprising sharp photo of the end of the nozzle (after baking and sitting in acetone for several minutes, followed by a brass wire brush) and the clog is pretty obvious. As best as I can tell, it's something metallic - perhaps a sliver of something from the Chinese manufacturing process, or some contaminant in the Hatchbox wood filament I was printing. After baking, I tried forcing it out from the nozzle tip end using 0.4mm stainless steel needle (which I confirmed does fit in the hole of a brand new 0.4mm E3D nozzle), but whatever is in there is stuck in there good and I can't get it out.

That's an expensive disappointment. It's one of the tungsten carbide nozzles from 3D Maker Engineering. They don't have any more in stock (and from experience, I know it can take them months to get more stock) so I ordered a different tungsten carbide nozzle from "Spool3D" in Canada (which turned out to cost nearly twice as much with shipping.)Just to swing this back on topic: That nozzle clog was what started my experience in a clogged dragon heat break. The filament couldn't extrude, so it baked in the nozzle, hot block, and eventually in the lowest part of the heat break (below the cooling fins.)
At least a good oven cleaning fixed the heat break, if not the nozzle.
-
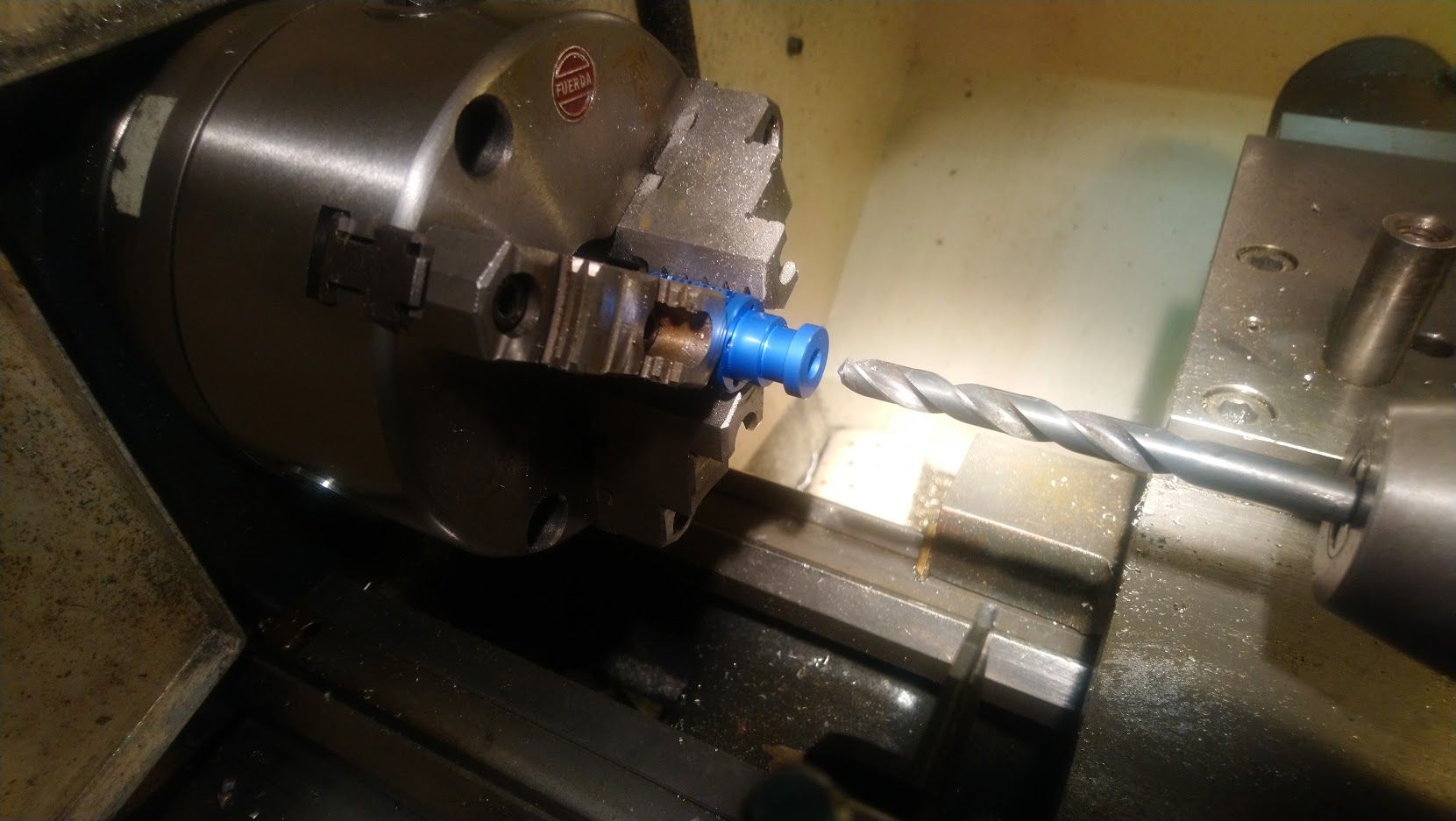
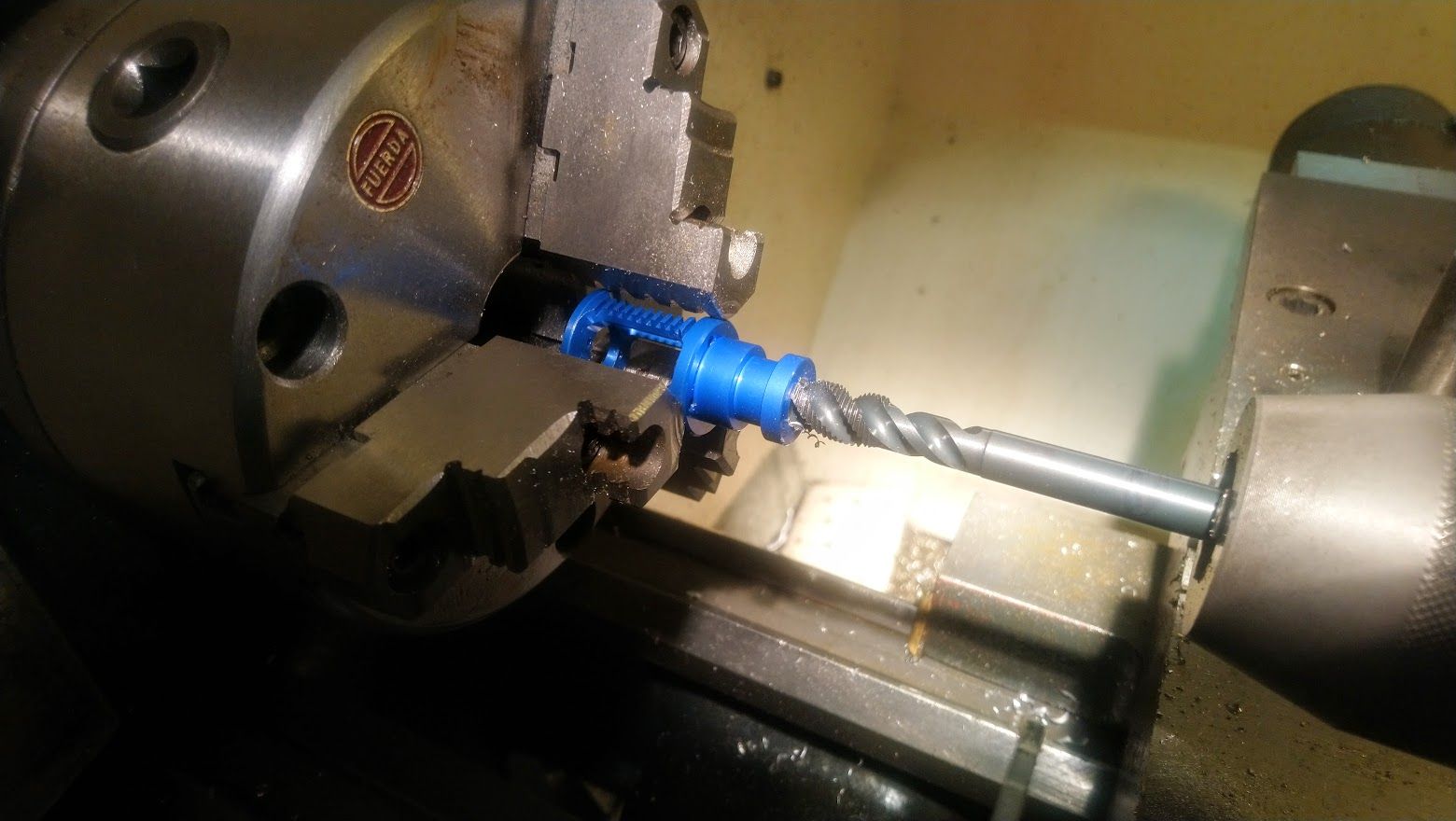
Ouch ..... seeing that you have nothing to loose and assuming that at least the beginning section of the 0.4 mm passage is clear on the back, I would go ahead and drill it out. The carbide will prevent the drill from doing any damage to the nozzle.
HIGH RPM ... as high as possible, and careful peck drilling. Nothing should be hand held or you will break off the drill bit. Line it up so that the drill bit enters the 0.4 mm passage without deflecting and short of the obstruction being part of the carbide from the nozzle itself, you should be ok. -
@jens55 I don't have the tools for that. Even if I could find the right size drill bit in the US, I'd need a press to ensure a straight shot down, etc.
The thing that really annoys me about this is that it's NEVER happened to me with a brass, copper, or hardened steel nozzle. No.... the universe waited until I put an expensive nozzle on, and only let me play with it for a week, and then this happened.

-
@garyd9, where you seriously thinking that the universe would choose any other time to mess with you (well it DID allow one week of play time so it had some compassion)
Don't toss the old nozzle, you might run across someone in your are that has the available tools and is wanting to show off! If you were in my part of the country (Canada wet coast) I would certainly take a shot at it. I would also try the old propane wrench just in case .....
-
So even I encountered this clogging, not so sure anymore that it was the steel nozzle

More leaning towards the bad Bowden clip that is not strong enough. Forgot to retract and clear as mud the filament (PETG) bulged out at the end of bowden tube. So here my cure...

Time will tell ....
Cheers
Bengt -
Good evening guys,
This Dragon is driving me nuts as it is clogging way up in the heatbreak (PETG). Bad cooling?
What kind of fans are you guys using? Below the ones I use.

-
@tecno, I use a standard tiny little fan similar to the V6 fan (at least in size) with a shroud that is , again, similar to the V6 shroud in that it kinda wraps itself around 3/4 of the frame of the Dragon. Measured top temperature of the V6 style top of the Dragon is around 45C when I am printing PLA at 200C. Note that this is the frame and not the bimetal heat break.
I would say that fan is marginal and I will probably replace it with a physically bigger fan to get more air flow going .... but it has been working just fine unless the filament stops moving for a significant period of time, probably more than 30 minutes, with the hot end still powered up.
My first attempt was with the fan just sitting in space in front of the hot end and I didn't think that was sufficient air flow over the heat sink itself.