Problems with Bed Leveling , need some help to understand
-
Hi
i have the Duet Wifi with latest Firmware.
On my Cartesian 3d-PrinterZ-Probe with Piezo Orion
i use 2 independet Z-Motors
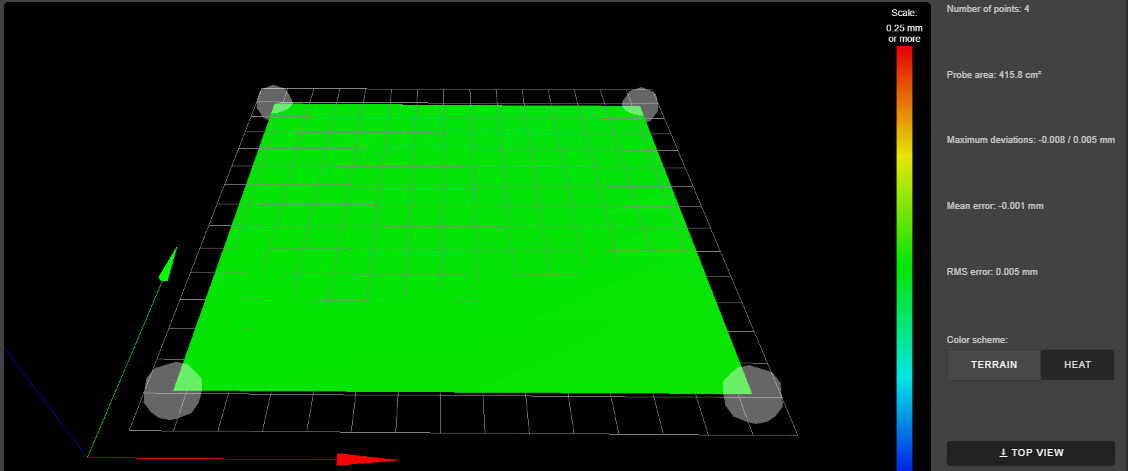
Thats my bed Levelig with 4 point at each Corner
this my config.g
; Configuration file for Duet WiFi (firmware version 1.21) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v2 on Thu Apr 11 2019 17:51:12 GMT+0200 (Mitteleuropäische Sommerzeit) ; General preferences G90 ; Send absolute coordinates... M83 ; ...but relative extruder moves ; Network M550 P"AM8" ; Set machine name M552 S1 ; Enable network ;M587 S"WLAN-110995" P"3951006964710671890" ; Configure access point. You can delete this line once connected M586 P0 S1 ; Enable HTTP M586 P1 S0 ; Disable FTP M586 P2 S0 ; Disable Telnet ; Drives M569 P0 S0 ; Drive 0 goes forwards X M569 P1 S0 ; Drive 1 goes forwards Y M569 P2 S1 ; Drive 2 goes backwards Z M569 P3 S0 ; Drive 3 goes forwards Extruder M569 P4 S1 ; Drive 4 2nd Z-motor - Normally used as Extruder 1 ; Motor Remapping M584 X0 Y1 Z2:4 E3 ; two Z motors connected to driver outputs Z and E1 M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X100.00 Y100.00 Z400.00 E407.92 ; set steps per mm M566 X600.00 Y600.00 Z120.00 E300.00 ; set maximum instantaneous speed changes (mm/min) M203 X6000.00 Y6000.00 Z600.00 E6000.00 ; set maximum speeds (mm/min) M201 X1500.00 Y1500.00 Z240.00 E10000.00 ; set accelerations (mm/s^2) M906 X1400.00 Y1400.00 Z1400.00 E1120.00 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Set idle timeout ; Axis Limits M671 X-106:106 Y0:0 S0.5 ; leadscrews at left and right of X axis für 2 motoren M208 X-129 Y-121 Z0 S1 ; set axis minima M208 X120 Y110 Z240 S0 ; set axis maxima ; Endstops M574 X1 Y1 S0 ; Set active low and disabled endstops M574 Z1 S2 ; Set endstops controlled by probe ; Z-Probe M558 P1 I1 H5 R0.5 F420 T6000 ; Set Z probe type to effector and the dive height + speeds G31 P545 X0 Y0 Z-0.142 ; Set Z probe trigger value, offset and trigger height ;M557 X-104:106 Y-99:99 S40 ; define mesh grid M557 X-104:106 Y-99:99 P2 ; 4 Punkte Bett Leveln ; Heaters ;M307 H0 B0 S1.00 ; Disable bang-bang mode for the bed heater and set PWM limit ;M307 H0 A78.5, C355.9, D1.0 ; Pid Tuining BED ;M143 H0 S130 ; Set temperature limit for heater 0 to 130C M305 P0 T100000 B4138 R4700 ; Set thermistor + ADC parameters for heater 0 M143 H0 S120 ; Set temperature limit for heater 0 to 120C M305 P1 T100000 B4725 C7.060000e-8 R4700 ; Set thermistor + ADC parameters for heater 1 M143 H1 S250 ; Set temperature limit for heater 1 to 275C M307 H1 A224.6, C134.6, D5.3 S1 ; Pid Tuning -nozzle ; Fans M106 P0 S0 I0 F500 H-1 ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off M106 P1 S1 I0 F500 H1 T45 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on ; Tools M563 P0 D0 H1 ; Define tool 0 G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C ; Automatic saving after power loss is not enabled ; Custom settings are not configured ; Miscellaneous T0 ; Select first tool ;M501height map 4 Points:
RepRapFirmware height map file v2 generated at 2019-12-22 12:32, min error -0.008, max error 0.005, mean -0.001, deviation 0.005 xmin,xmax,ymin,ymax,radius,xspacing,yspacing,xnum,ynum -104.00,106.00,-99.00,99.00,-1.00,210.00,198.00,2,2 0.002, 0.005 -0.003, -0.008looks ok for me
thats my bed with 30 Points
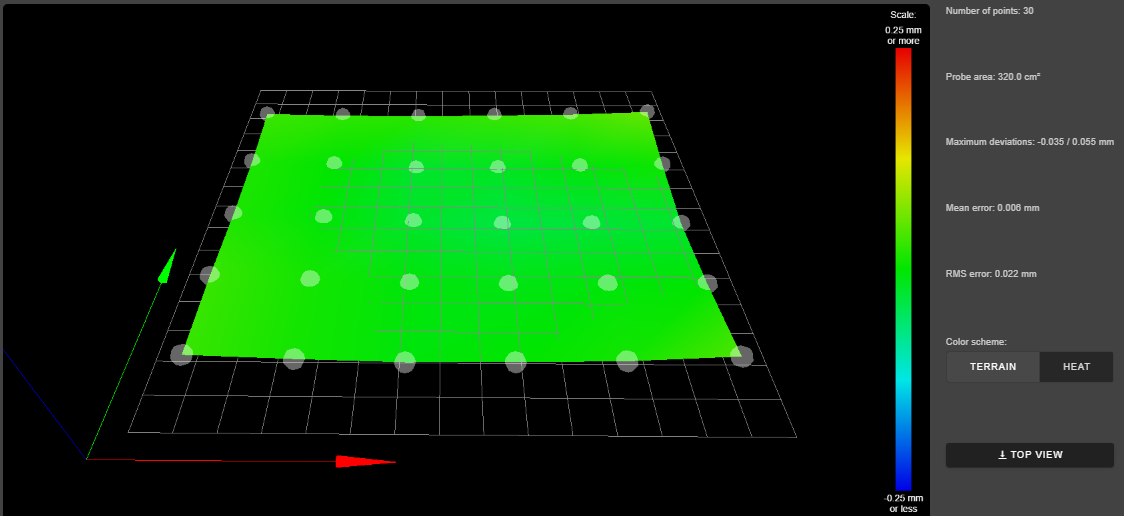
RepRapFirmware height map file v2 generated at 2019-12-22 12:36, min error -0.035, max error 0.055, mean 0.006, deviation 0.022 xmin,xmax,ymin,ymax,radius,xspacing,yspacing,xnum,ynum -104.00,106.00,-99.00,99.00,-1.00,40.00,40.00,6,5 0.030, 0.010, -0.005, -0.000, 0.010, 0.042 0.030, 0.010, -0.005, -0.010, -0.005, -0.000 0.015, -0.003, -0.023, -0.035, -0.030, -0.025 0.015, -0.000, -0.023, -0.018, -0.005, 0.007 0.032, 0.025, 0.022, 0.030, 0.037, 0.055the first layer prints in the air
i do first:
Home X and Y axis
Go to the middle of bed and do G30
G32 to level 2 independet 2 Z Motors
and then i printmy home 0,0 is in the middle of my bed
is this correct or i make errors ?
i hope someone can help me
thanks
-
try
homeall
g32
homez
then g29but if the print is in the air, you will need to adjust the z trigger height of your probe.
adjust with babystepping until you get a good first layer, then change the offset by the babystepping ammount.M671 X-106:106 Y0:0 S0.5 ; leadscrews at left and right of X axis für 2 motoren
M557 X-104:106 Y-99:99 P2 ; 4 Punkte Bett LevelnThe location of the leadscrews seem wrong, that would put them inside your probing area.
-
sorry for late answer
i have try but it is still the same issue with mesh
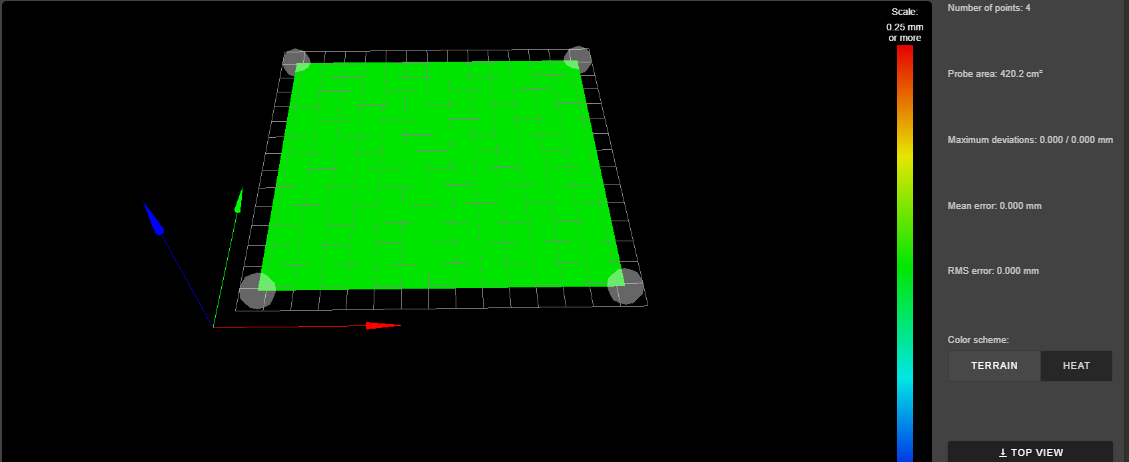
4 point:
and the 36 Point mesh
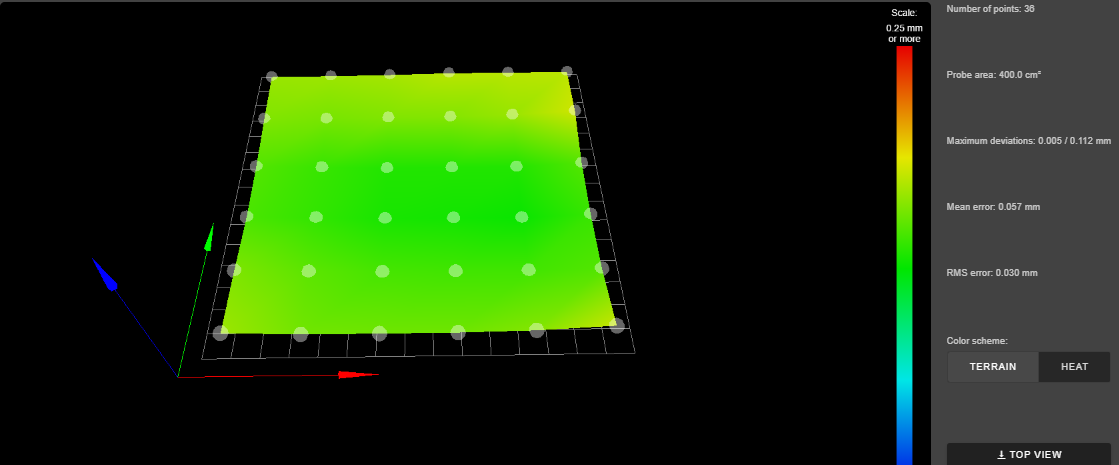
whats the problem here ? why the bed is not flat like the 4 point ?
thanks
-
A 4 point mesh will always be flat as the controller connects the 4 points with straight lines. It does not represent the true shape of the bed.
I would be VERY happy with a bed as flat as the one shown with 36 points !!!