Z homing issu whit endstop please help
-
Hello Guys , I try to not give up but duet still win with me , My issue is that in my corexy Z lift not responding with Z endstop . My printer is Tronxy x5 sa
When I make homing Z the axis move and not respodning to z stop switch ,and even I make M119 And make test and show me result as At min stop by Z axis if I push z stop switch . But when homing just go high as Tank to brake eveything
My qyestions for this topic ar
If I have two motors on Z axis do I need two zstops? If yes where to connect seccond ?Is the posibility that I ahve bltouch sensor and he made the problems with Z stop ??
The switch led on the duet next to Z cable socket responding to using z switch .
my config g
; Drives
M569 P0 S1 ; physical drive 0 goes forwards
M569 P1 S1 ; physical drive 1 goes forwards
M569 P2 S1 ; physical drive 2 goes forwards
M569 P3 S1 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 Z16 E16 I0 ; configure microstepping without interpolation
M350 X16 Y16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z2756.00 E675.00 ; set steps per mm
M566 X900.00 Y900.00 Z20.00 E600.00 ; set maximum instantaneous speed changes (mm/min)
M203 X30000.00 Y30000.00 Z20.00 E6000.00 ; set maximum speeds (mm/min)
M201 X5000.00 Y5000.00 Z10.00 E500.00 ; set accelerations (mm/s^2)
M906 X800 Y800 Z800 E550 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X500 Y500 Z600 S0 ; set axis maxima; Endstops
M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop
M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop
M574 Z1 S1 P"zstop" ; configure active-high endstop for high end on Z via pin ^zstop; Z-Probe
M558 P5 C"^zprobe.in" H5 F120 T12000 ; set Z probe type to switch and the dive height + speeds
G31 P500 X0 Y0 Z2.5 ; set Z probe trigger value, offset and trigger height
M557 X70:500 Y70:500 S20 ; define mesh gridhome all
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.3.3 on Mon Oct 04 2021 22:39:47 GMT+0200 (czas środkowoeuropejski letni)
G91 ; relative positioning
G1 H2 Z5 F12000 ; lift Z relative to current position
G1 H1 X-505 Y-505 F1800 ; move quickly to X or Y endstop and stop there (first pass)
G1 H1 X-505 ; home X axis
G1 H1 Y-505 ; home Y axis
G1 X5 Y5 F12000 ; go back a few mm
G1 H1 X-505 F360 ; move slowly to X axis endstop once more (second pass)
G1 H1 Y-505 ; then move slowly to Y axis endstop
G1 H1 Z605 F360 ; move Z up stopping at the endstop
G90 ; absolute positioning
G92 Z600 ; set Z position to axis maximum (you may want to adjust this); Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F200 ; lift Z relative to current position
;G90 ; absolute positioning; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v3.3.3 on Mon Oct 04 2021 22:39:47 GMT+0200 (czas środkowoeuropejski letni)
G91 ; relative positioning
G1 H2 Z5 F12000 ; lift Z relative to current position
G1 H1 Z605 F1800 ; move Z up until the endstop is triggered
G92 Z600 ; set Z position to axis maximum (you may want to adjust this); Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F200 ; lift Z relative to current position
;G90 ; absolute positioning -
@bartekp where is your endstop situated? your config says at minimum (i.e. 0) but your homing file for z sends the axis to the maximum.
I don;t have z endstops on any of my machines and just use a probe to home the z axis -
@jay_s_uk THe Z endstop is at the top and to homing Z the table is liftet to top
-
@bartekp then your homing file needs changing
e.g.; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool v3.3.3 on Mon Oct 04 2021 22:39:47 GMT+0200 (czas środkowoeuropejski letni) G91 ; relative positioning G1 H1 Z-605 F1800 ; move Z up until the endstop is triggered G92 Z0 ; set Z position to axis maximum (you may want to adjust this) ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F200 ; lift Z relative to current position ;G90 ; absolute positioningOwns various duet boards and is the main wiki maintainer for the Teamgloomy LPC/STM32 port of RRF. Assume I'm running whatever the latest beta/stable build is
-
@jay_s_uk In exosted with this config , can you tell me wah to do start printing I try to understatnd but this manual iw writen by enginer who maded this and I mnot so smart like he . And I fight with this almost 3 weeks .If you can please tel me what to change
Bart -
@bartekp I try to change Z1 to Z2 or S1 to 0 or 2 and the sama results
-
@jay_s_uk I changed the home z and nothing changed
-
@bartekp it should change the direction it homes in when using just G28 Z or Home z on the DWC screen.
Otherwise ditch the endstop and move the head to the middle of the bed and probe using G30Owns various duet boards and is the main wiki maintainer for the Teamgloomy LPC/STM32 port of RRF. Assume I'm running whatever the latest beta/stable build is
-
@jay_s_uk G28 table go up but whit G28 Z table goes down and when I pusch Z endstops the table stops
-
@jay_s_uk im not sure if my Z probe is good code in config g
-
@bartekp sounds like your z motor need inverting then. As Z0 should be when the bed is in its highest position. Change the S value on the M569 line in your config to either S1 or S0.
Then reboot and home x, y and z independently and see if it's in the right position. DWC should show 0 for z once homed -
@jay_s_uk OK I inverted the Z motors works bether!
What I meand that when I pusch X home or Y home table move down and home this axis and back to position , and after this i must homing Z what work also perfect
but If i Puch home all axis table go down and down and down and I must restatr the maschine -
@bartekp edit the home z portion of homeall to match the same as in homez.
If you're not sure, post your homeall here and I'll edit it for you -
@jay_s_uk ; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.3.3 on Mon Oct 04 2021 22:39:47 GMT+0200 (czas środkowoeuropejski letni)
G91 ; relative positioning
G1 H2 Z5 F12000 ; lift Z relative to current position
G1 H1 X-505 Y-505 F1800 ; move quickly to X or Y endstop and stop there (first pass)
G1 H1 X-505 ; home X axis
G1 H1 Y-505 ; home Y axis
G1 X5 Y5 F12000 ; go back a few mm
G1 H1 X-505 F360 ; move slowly to X axis endstop once more (second pass)
G1 H1 Y-505 ; then move slowly to Y axis endstop
G1 H1 Z605 F360 ; move Z up stopping at the endstop
G90 ; absolute positioning
G92 Z600 ; set Z position to axis maximum (you may want to adjust this); Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F200 ; lift Z relative to current position
;G90 ; absolute positioning -
@bartekp ; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v3.3.3 on Mon Oct 04 2021 22:39:47 GMT+0200 (czas środkowoeuropejski letni)
G91 ; relative positioning
G1 H2 Z5 F12000 ; lift Z relative to current position
G1 H1 X-505 Y-505 F1800 ; move quickly to X or Y endstop and stop there (first pass)
G1 H1 X-505 ; home X axis
G1 H1 Y-505 ; home Y axis
G1 X5 Y5 F12000 ; go back a few mm
G1 H1 X-505 F360 ; move slowly to X axis endstop once more (second pass)
G1 H1 Y-505 ; then move slowly to Y axis endstop
G1 H1 Z605 F360 ; move Z up stopping at the endstop
G90 ; absolute positioning
G92 Z600 ; set Z position to axis maximum (you may want to adjust this); Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F200 ; lift Z relative to current position
;G90 ; absolute positioning -
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.3.3 on Mon Oct 04 2021 22:39:47 GMT+0200 (czas środkowoeuropejski letni) G91 ; relative positioning G1 H2 Z5 F12000 ; lift Z relative to current position G1 H1 X-505 Y-505 F1800 ; move quickly to X or Y endstop and stop there (first pass) G1 H1 X-505 ; home X axis G1 H1 Y-505 ; home Y axis G1 X5 Y5 F12000 ; go back a few mm G1 H1 X-505 F360 ; move slowly to X axis endstop once more (second pass) G1 H1 Y-505 ; then move slowly to Y axis endstop G1 H1 Z-605 F360 ; move Z up stopping at the endstop G90 ; absolute positioning ;G92 Z600 ; set Z position to axis maximum (you may want to adjust this) ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F200 ; lift Z relative to current position ;G90 ; absolute positioningThere you go
-
@jay_s_uk HI You mean G92 adjust for z 100 like this ??
-
@bartekp said in Z homing issu whit endstop please help:
@jay_s_uk HI You mean G92 adjust for z 100 like this ??
Can you look at Z probe if is good generated ?
; Z-Probe
M558 P5 C"^zprobe.in" H5 F120 T12000 ; set Z probe type to switch and the dive height + speeds
G31 P500 X0 Y0 Z2.5 ; set Z probe trigger value, offset and trigger height
M557 X70:500 Y70:500 S20 ; define mesh grid -
@bartekp said in Z homing issu whit endstop please help:
@jay_s_uk HI You mean G92 adjust for z 100 like this ??
i'm not sure what you mean here
@bartekp said in Z homing issu whit endstop please help:
@bartekp said in Z homing issu whit endstop please help:
@jay_s_uk HI You mean G92 adjust for z 100 like this ??
Can you look at Z probe if is good generated ?
; Z-Probe
M558 P5 C"^zprobe.in" H5 F120 T12000 ; set Z probe type to switch and the dive height + speeds
G31 P500 X0 Y0 Z2.5 ; set Z probe trigger value, offset and trigger height
M557 X70:500 Y70:500 S20 ; define mesh gridwhat type of probe is it?
you can check the status of the probe on this window
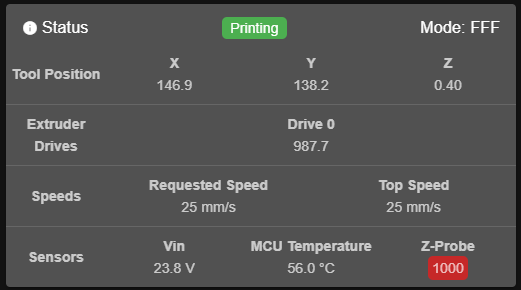
If its red, its triggered, if its not red, its not -
@jay_s_uk Bltouch sorry for that