Toolboard Heater Tuning and Fan Error
-
can you move the extruder connection to the expansion board?
-
@Veti i think that message was generated by the interpolation settings.
I changed yesterday only the following line:
M350 X16 Y16 Z16 E16 I1to
M350 X16 Y16 Z16 I1 M350 E16 I0after that change, the message was gone.
i could try it as a test, but I don't have printed the motor mount for the direct drive setup
-
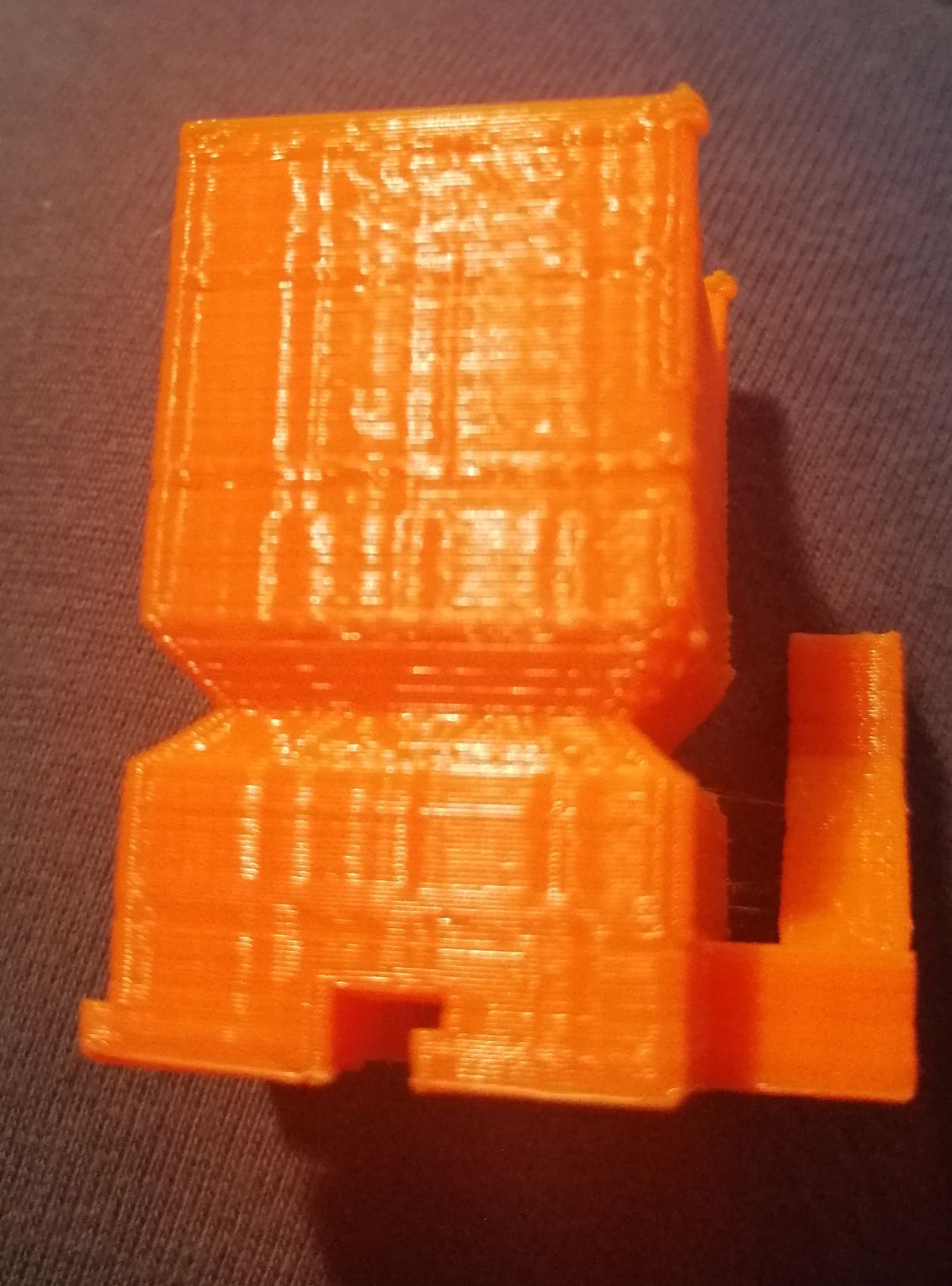
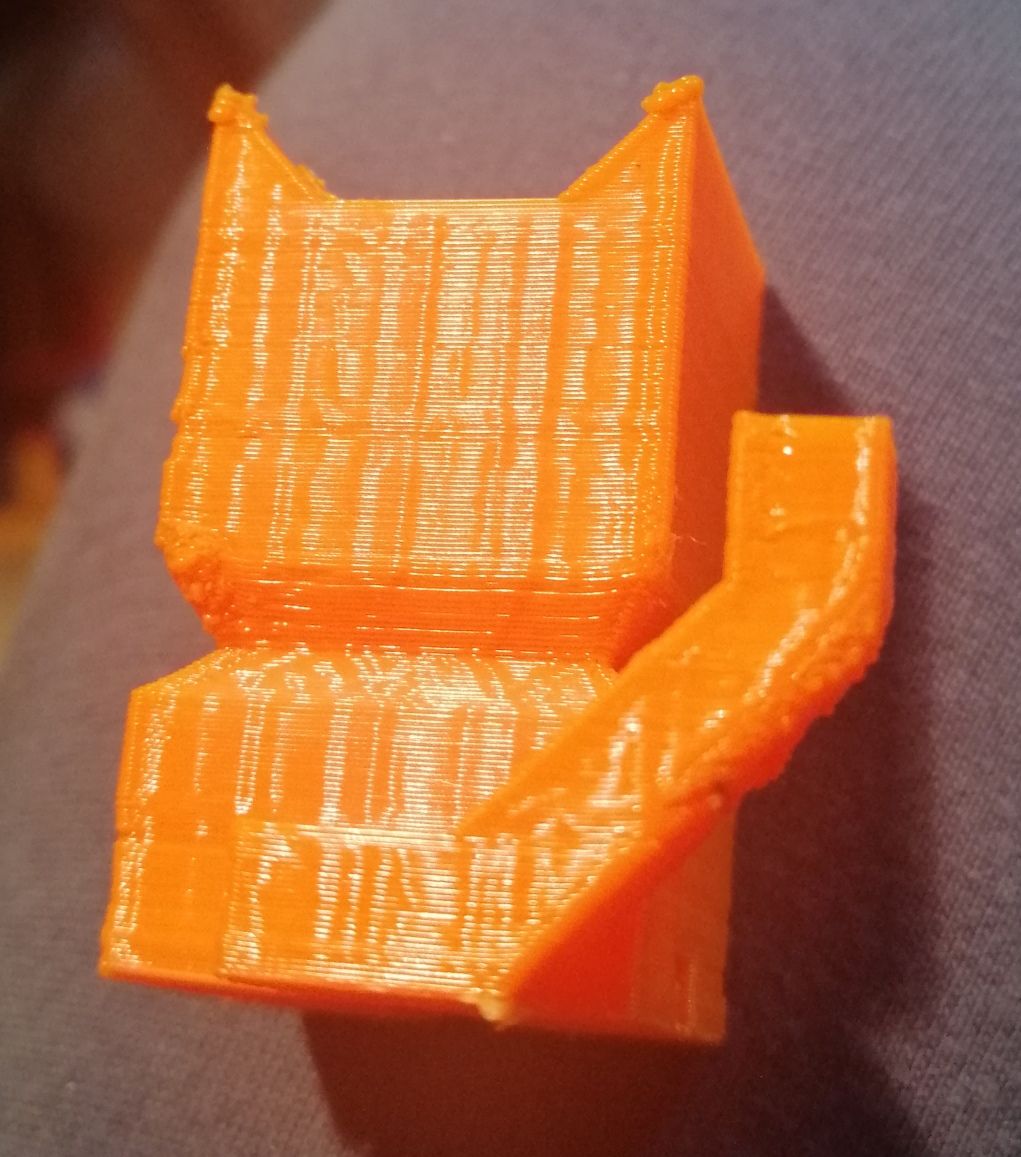
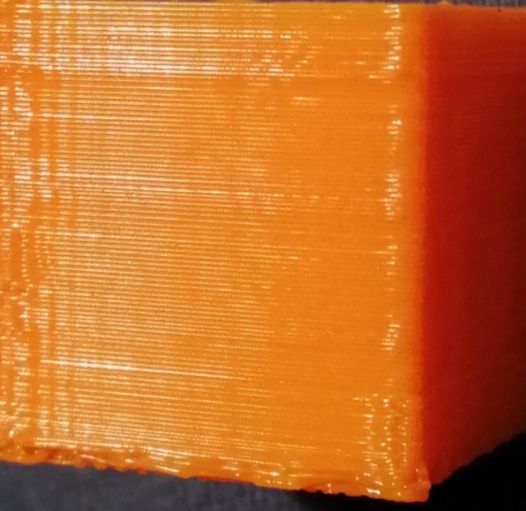
I printed a test cube to see if now everything is work g as it should,
This is my second or third print with petg.
What could cause these stripes?
Max instantaneous speed change x+y=1000
Max acceleration x+y=750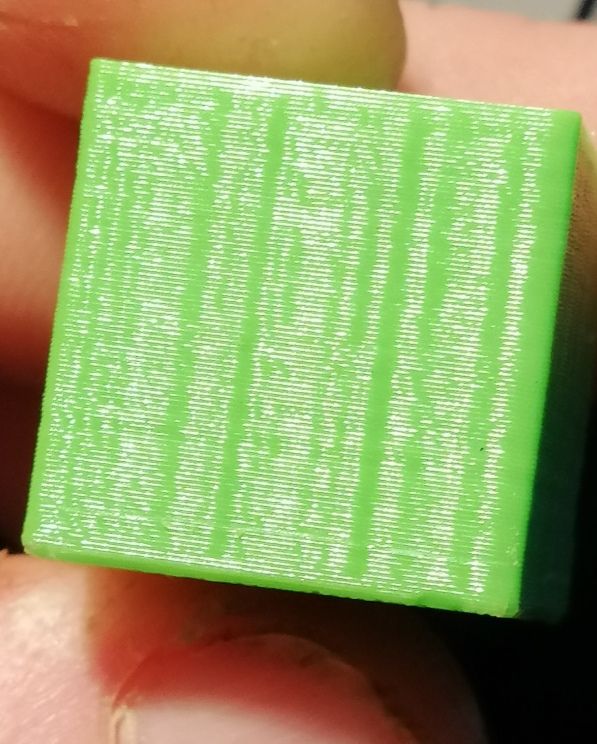
I played a little bit with the settings, but I think it isn't speed related? Perhaps some small mechanical problems? But I can't find them
-
could be belt on smooth pulley
damaged bearing
1.8 stepper artefacthard to tell
-
@Veti right now I have only 0.9 degree steppers on the machine. I have 2 flat pullys on the teethed belt side. But the kit was shipped like that

Do you think that is the problem ?
I checked the bearings. They are all good. The Machine has printed perhaps 15 hours after I finished the build
Could be the belt tension also play a role?
What do you think is a good starting point?Ive read somewhere that ok a CoreXY it should sound a little bit like a low guitar string. Around 60-80 hz?
I tested now with pla and the same speed settings, but switched from cura 4.8 to prusa slicer.
It looks a lot better. Perhaps the slicer profile has wrong settings or other config issue
-
try changing the belt tension and see if that changes the pattern
-
-
@Veti
Now with the same speed settings, just sliced in prusa slicer. The other was cura 4.8Perhaps its a wrong slicer setting
I didn't change other parameters.
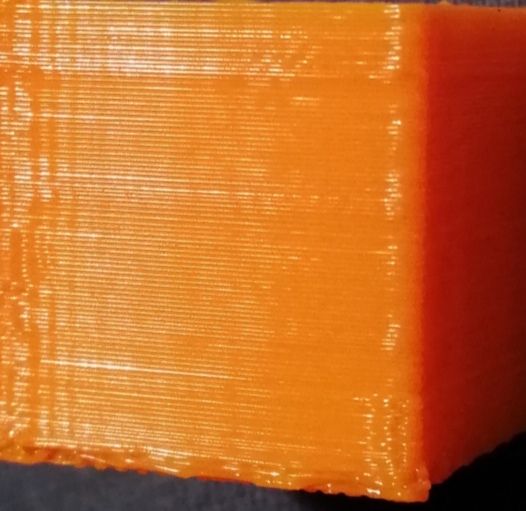
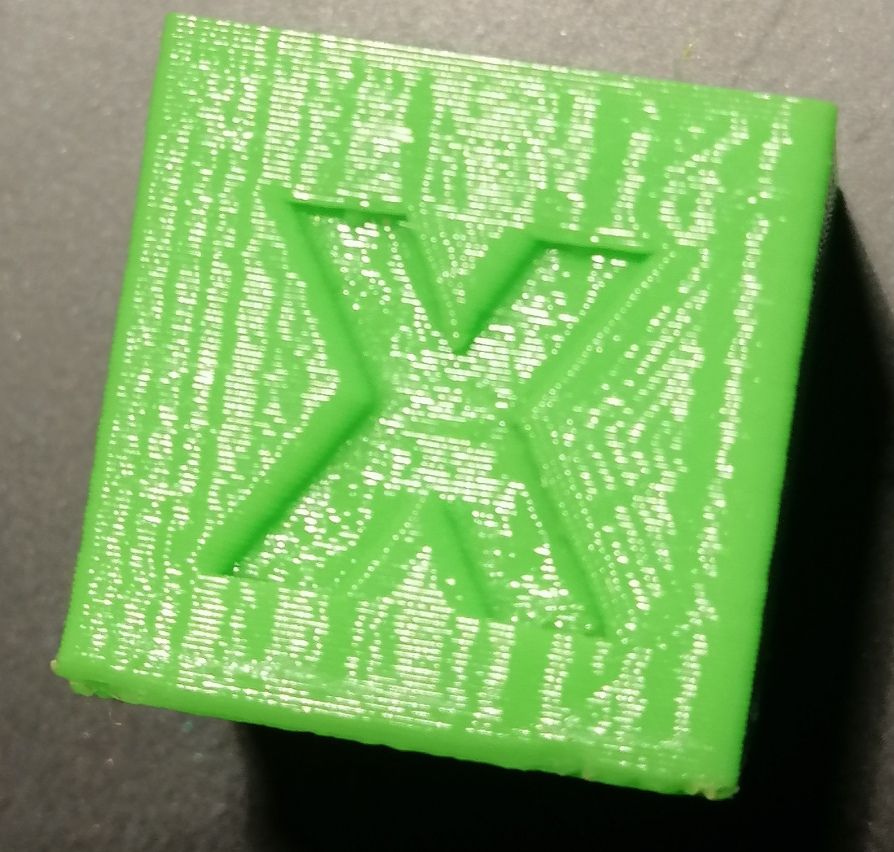
Could it be the infill that causes this thin lines? It had 20% infill, th spaces between the lines are matching the infill lines really close
-
yes it could be infill causing the pattern.
-
@Veti it was the infill ! / slicer settings. 2 additional Wall Perimeters solved the issue
")