help to setup M557 Mesh size
-
What material?
Have you redone PID tuning since changing the nozzle?
Have you recalibrated the extruder steps after changing it? Your extrusion multiplier says 0.75 that would be oddly low if your extruder steps per mm is correct.
Have you tuned pressure advance?
Are you printing the gcode over USB using S3D or are you uploading the gcode file to the duet via the web interface?
I would increase the extruder jerk from M566 E300 to E3000
Tune pressure advance. With a direct drive start with 0.04For retraction tuning I would increase retraction speed from 40 to 60 and uncheck only retract when crossing open spaces, check force retraction between layers, enable minimum travel for retraction, 3mm is fine, and uncheck wipe extruder for outer-most perimeters.
I'd probably also turn on relative extrusion distances (but that's neither here nor there)
-
-
material is Petg
-
Yes i have done the pid tuning nozzle and bed
-
yes i have recalibrated the Esteps.
EM is calibrated by this method:
https://help.prusa3d.com/en/article/extrusion-multiplier-calibration_2257
is this method ok or i must use an other method to calibrate the EM ?
no, i dont use pressure advance,i have read the thread that is for Bowden
i upload the gcode via webinterface
-
-
Give this one a try
https://duet3d.dozuki.com/Guide/Ender+3+Pro+and+Duet+Maestro+Guide+Part+4:+Calibration/40#s165
Pressure advance is for direct drive as well. Bowden users have more to gain from it, but it does help with direct as well.
-
now i have calibrated my printer with this method:
https://duet3d.dozuki.com/Guide/Ender+3+Pro+and+Duet+Maestro+Guide+Part+4:+Calibration/40#s165the layers looks smoother with pressure advance: 0.04
Esteps is perfect with 415 Stepsit will extrude 100mm
Petg EM is 93 no gaps and the 2 walls are perfect,no gaps betweens the wallsbut printing the cube the z-seam is broken take a look at the photo



-
@lui2004 said in help to setup M557 Mesh size:
but printing the cube the z-seam is broken take a look at the photo
Did you make any of the other retraction changes I suggested?
A broken wall like that on a 2 wall print with a stacked z seam isn't surprising. If there is a gap on the first layers it will continue to migrate upwards because there is nothing below it to build upon. You can't print in mid air.
Try a more complex test print like your original part. Set your seam position to nearest for petg to try to reduce stringing.
-
yes i have changed the retraction now i have :
Retraction Distance: 1.00 mm
Restraction Speed : 60 mm/si will reprint the Tensioner for my printer
i will post the result after the print
-
@Phaedrux said in help to setup M557 Mesh size:
uncheck only retract when crossing open spaces, check force retraction between layers, enable minimum travel for retraction, 3mm is fine, and uncheck wipe extruder for outer-most perimeters.
I meant these specifically.
-
yes i have changed this
-
I'm going to sleep now, good luck on your test print.
-
thanks mate !
have a good sleep")
-
is it possible to save the pressuere advance ?
M572 D0 S0.04because i send everytime when i turn on printer the M572 Command
thanks
-
put it in your config.g
-
somewhere in the config.g ?
-
i have mine at the end after tool definition
-
-
Hi
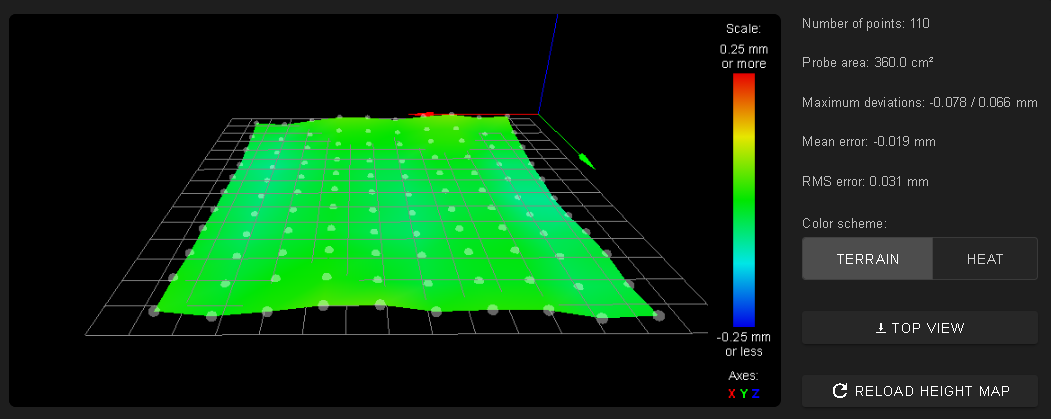
after i solved the issues above i have problem with G29 my bed is not flat or is it ok ?
my bltouch setup in config.g:
M558 P9 C"^zprobe.in" T8000 A5 R0.5 ; set Z probe type to bltouch and the dive height + speeds M950 S0 C"exp.heater7" ; create servo pin 0 for BLTouch G31 P25 X41.2 Y4.5 Z2.096 ; set Z probe trigger value, offset and trigger height M557 X41.2:221.2 Y4.5:219.5 S20 ; define mesh gridmy results in hightmap.csv:
RepRapFirmware height map file v2 generated at 2020-10-06 10:18, min error -0.078, max error 0.066, mean -0.019, deviation 0.031 xmin,xmax,ymin,ymax,radius,xspacing,yspacing,xnum,ynum 41.20,221.20,4.50,219.50,-1.00,20.00,20.00,10,11 0.053, 0.040, 0.066, 0.051, 0.025, 0.042, 0.046, 0.021, -0.008, 0.004 0.003, -0.012, 0.030, 0.025, 0.002, 0.012, 0.016, -0.013, -0.048, -0.025 -0.022, -0.022, 0.020, 0.018, -0.004, -0.000, 0.001, -0.028, -0.060, -0.037 -0.053, -0.057, -0.008, -0.007, -0.035, -0.030, -0.021, -0.044, -0.075, -0.053 -0.060, -0.060, -0.021, -0.019, -0.044, -0.037, -0.019, -0.043, -0.066, -0.042 -0.078, -0.075, -0.028, -0.033, -0.053, -0.038, -0.018, -0.037, -0.063, -0.033 -0.068, -0.065, -0.024, -0.032, -0.054, -0.034, -0.016, -0.033, -0.058, -0.028 -0.041, -0.051, -0.017, -0.022, -0.052, -0.040, -0.018, -0.030, -0.052, -0.015 -0.024, -0.041, -0.007, -0.014, -0.033, -0.020, -0.002, -0.017, -0.035, -0.014 -0.034, -0.046, -0.012, -0.014, -0.028, -0.009, 0.008, -0.000, -0.025, 0.008 -0.012, -0.024, 0.015, 0.018, 0.010, 0.043, 0.041, 0.013, -0.008, 0.017 -
It would be easier for us to tell if you posted an image of the height map as displayed by DWC.
-
thats no problem
-
That looks good enough to print on to me!
-
ok i will give a try