2 in 1 out Problem
-
@deckingman You are right, there's no electrical issue. I just tried another print. Initially both tools show their heat settings at 200 degrees and all is well until T1 is activated. The tool change takes place but with immediate effect the heat setting for tool1 sets to zero and the print shortly fails.
My config.g is displayed in my second post.
Here's my tool change macros:; tfree0.g
; called when tool 0 is freed
;
; generated by RepRapFirmware Configuration Tool v2.1.1 on Mon Nov 04 2019 16:21:57 GMT+0000 (Greenwich Mean Time)M83 ; relative extruder mode
G1 X0 Y0 F6000 ; move the head away from the print
G1 E-50 F180 ; retract 50mm up to the Y neck @3mm/s; tfree1.g
; called when tool 1 is freed
;
; generated by RepRapFirmware Configuration Tool v2.1.1 on Mon Nov 04 2019 16:21:57 GMT+0000 (Greenwich Mean Time)M83 ; relative extruder mode
G1 X0 Y0 F6000 ; move the head away from the print
G1 E-50 F180 ; retract 50mm up to the Y neck @3mm/s; tpost0.g
; called after tool 0 has been selected
;
; generated by RepRapFirmware Configuration Tool v2.1.1 on Mon Nov 04 2019 16:21:57 GMT+0000 (Greenwich Mean Time)G1 X0 Y0 F6000 ; move the head away from the print
M83 ; relative extruder mode
G1 E55 F180 ; feed filament; tpost1.g
; called after tool 1 has been selected
;
; generated by RepRapFirmware Configuration Tool v2.1.1 on Mon Nov 04 2019 16:21:57 GMT+0000 (Greenwich Mean Time)G1 X0 Y0 F6000 ; move the head away from the print
M83 ; relative extruder mode
G1 E55 F180 ; feed filamentThanks for your help in all of this.
-
In DWC if I change the temperature setting for tool 1 it just turns the heater off.
So it is like the shared heater set up in config.g for Tool1 is being ignored.; Define dual extruder setup
M563 P0 S"Colour1" D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0CM563 P1 S"Colour2" D1 H1 F0 ; Define tool 1
G10 P1 X0 Y0 ; Set tool 1 axis offsets
G10 P1 R0 S0 ; Set initial tool 1 active and standby temperatures to 0C
-
@chas2706 That's kind of expected. It's not ignoring the heater because in your screen shot, it's showing the current temperature for both tools and it's the same 106.7 deg C. The 195 is the active temperature (setting) for tool 1 and changing that won't change the active temperature (setting) for tool 0. From the screen shot, it looks like Tool 0 is currently selected (so it's active) but it's active temperature is set to 0, therefore the temperature is falling. If you were to set the active temperature for T0 to be say 180 and the active temperature for T1 to be say 195. Then if you send T0 from the console, (or highlight the tool by clicking on it) it should make Tool 0 active and the temperature should get to 180, Then if you send T1, it should make Tool 1 active and so the temperature should rise to 195. Try that and report back what happens.
Can you also put the gcode that you are trying to print somewhere and post a link to it. Maybe the slicer is doing something to override the G10 S200 R200 commands that you have in your start gcode. What should happen, when you start a print is that the active and standby temperatures for both tools get set to 200, and they should stay like that for the duration of the print, regardless of which tool is being used. There is nothing in your tool change macros which will alter those settings.
Edit - so if those numbers change from 200, then there must be something in the sliced gcode that is changing them. Slicers don't tend to use G10 much so what to look for would be M104 or M109 commands.
-
@deckingman I did the different temperature settings for T0 and T1 and they worked exactly as you predicted! So I started to look at my slicer settings. I have been using both prusa slicer and cura.
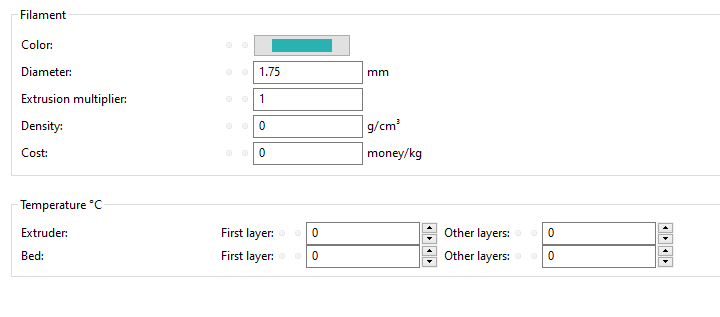
In both slicers I had set the layer temperatures to 0 assuming that these will be ignored because of the G10 commands in start.g.
Obviously not so, I changed them to 200 and now in cura I can do two colour printing.
Prusa slicer is a different matter though but at least I know it is a slicer issue.Thank you so much for your help.
-
@chas2706 Glad to see that we are getting there. I use Prusa SliC3r sometimes with my 5 input Diamond hot end and setting the temperature to zero should work. Essentially that's what I do. I call a macro from my start gcode but that's no different from putting the commands directly into the start gcode section. Among other things, this macro uses G10 as described to set the active and standby temperatures for all tools. Setting the temperatures to zero in the Slicer itself results in the slicer putting no temperature commands in the gcode file, which is what we want to happen. So double check your Prusa SliC3r settings - it should work (unless something has changed in the very latest version that I am not using).
-
@deckingman In Prusa Slic3r I have found this:

I find it confusing because its called single extruder multi material but hovering over it it says the printer multiplexes filaments into a single hot end!
Do you know if I need this enabled, currently it is not.
Many thanks
-
@chas2706 No - leave that unticked. It's for a mixing hot end such as I have but I set mixing ratios by other means, so I have it unticked as well. For info, this is what I have in my version of Prusa Slic3R (1.40) and which gives me gcode with no temperature commands in it.
-
@deckingman Ok I will leave that unticked and look at other settings in there.
Thanks for your Filament settings I will check them against mine.
-
@chas2706 You might want to leave the bed temperature alone. I use my macro to set them as well as the hot end temperatures. You should be OK to let the slicer set bed temperatures.
-
@deckingman I did wonder if it was worth changing that!
Cheers.